استیل به عنوان یکی از پرکاربردترین فلزات در صنایع مختلف، نیازمند روشهای دقیق و موثر برای برش و شکلدهی است. خدمات برش لیزر استیل امروزه به یکی از محبوبترین و پیشرفتهترین تکنیکهای برش استیل تبدیل شده است. برش لیزری استیل همانند سایر فرایندهای برش لیزری، از پرتو لیزر متمرکز و پرقدرت برای ذوب، سوزاندن یا تبخیر کردن ماده استفاده میکند. برش لیزری استیل پس از برش لیزری آهن و فولاد، پرکاربردترین فرایند خدمات برش لیزری فلزات است. در ادامه به بررسی این فناوری، مزایا، کاربردها و نکات عملی آن خواهیم پرداخت.
برش لیزری استیل چیست؟
برش لیزر استیل در واقع یک فرآیند حرارتی است که از پرتو لیزر با تمرکز بسیار بالا برای ذوب و تبخیر دقیق استیل استفاده میکند. این انرژی متمرکز، دمای استیل را به سرعت فراتر از نقطه ذوب و تبخیر آن میبرد.همزمان، یک گاز کمکی پرفشار به صورت هممحور با پرتو لیزر دمیده میشود تا مواد مذاب و تبخیر شده را از ناحیه برش بیرون براند و یک برش باریک، که به آن شیار (Kerf) میگویند، ایجاد کند.
مکانیسم اصلی برش لیزری استیل از نوع برش ذوبی (Fusion Cutting)است. در این روش، پرتو لیزر انرژی لازم برای ذوب فولاد زنگ نزن را فراهم میکند و یک گاز کمکی خنثی مانند نیتروژن، فلز مذاب را خارج میکند. متناوباً، میتوان از گاز واکنشی مانند اکسیژن، به ویژه برای استیل بگیر، استفاده کرد. در "برش ذوبی واکنشی" یا "برش با کمک اکسیژن"، اکسیژن نه تنها به خروج مواد مذاب کمک میکند، بلکه با آهن واکنش گرمازا داده و حرارت اضافی تولید میکند که به طور قابل توجهی عملکرد و سرعت برش را بهبود میبخشد.این واکنش گرمازا میتواند، برای تنظیمات معمولی، معادل صدها وات توان لیزر، حرارت اضافه تولید کند.
از لحاظ فرم قطعه کار، برش لیزری استیل را میتوان به برش لیزری ورق و برش لیزری لوله و پروفیل تقسیم بندی کرد. برش لیزری ورق استیل را میتوان بر اساس ابعاد میز دستگاه و قدرت لیزر به انواع مختلف دسته بندی کرد. بطور کلی ورقهای بزرگ استیل را با دستگاههای مجهز به میز شش متری برش میدهند و ورقهای کوچک تر را با دستگاههای مجهز به میز سه متری یا کوچک تر برش میدهند. برای برش ورقهای استیل ضخیم باید دستگاههای مجهز به لیزر فایبر توان بالا استفاده کرد.
برش ورق استیل نازک (کمتر از 3 میلیمتر) برای قطعات دقیق و ظریف
برش ورق استیل با لیزر در ضخامتهای کم نیازمند تنظیمات خاص و دقت بالا است. در این حالت از قدرت لیزر پایین و سرعت حرکت بالا استفاده میشود. این فرایند برای تولید قطعات الکترونیکی، اجزای ظریف ماشینآلات و قطعات دکوراتیو مناسب است.
مزیت اصلی این روش در حداقل ناحیه متأثر از حرارت و کیفیت بالای لبه برش نهفته است. قطعات تولیدی معمولاً نیاز به پرداخت کاری اضافی ندارند و میتوانند مستقیماً در مراحل بعدی تولید مورد استفاده قرار گیرند.هنگام برش ورق نازک استیل با لیزر، اغلب از نیتروژن به عنوان گاز کمکی استفاده میشود تا از تشکیل لایههای اکسید ناخواسته در لبههای برش جلوگیری شده و برشی تمیز و با کیفیت بالا تضمین شود.
برش ورق استیل ضخیم (تا 25 میلیمتر) برای قطعات صنعتی و سازهای
برش لیزری ورق استیل ضخیم، تا 25 میلیمتر، برای قطعات صنعتی سنگین و سازهای حیاتی است.برای برش ورق استیل بگیر ضخیم، اکسیژن گاز کمکی ترجیحی است.این انتخاب از واکنش گرمازای بین آهن و اکسیژن بهره میبرد که به طور قابل توجهی عملکرد و سرعت برش را افزایش میدهد.با این حال، برای ورق ضخیم استیل نگیر، معمولاً از نیتروژن پرفشار برای دستیابی به لبهای تمیز و بدون سرباره استفاده میشود.موقعیت فوکوس هنگام برش مواد ضخیم بسیار مهم است؛ برای ورق استیل نگیر ضخیم، اغلب در نیمه پایین سطح قطعه کار قرار میگیرد تا کیفیت برش بهینه و بدون سرباره حاصل شود، در حالی که برای استیل بگیر ممکن است کمی بالاتر از سطح باشد.
سوراخکاری در ورقهای ضخیم میتواند زمانبر باشد؛ اگرچه کار با حداکثر توان پیوسته (CW) میتواند این فرآیند را تسریع کند، اما اغلب منجر به سوراخهای گشادتر و افزایش ورودی حرارت میشود.
برش لوله و پروفیل استیل با اشکال پیچیده
بکمک دستگاههای برش لیزری لوله میتوان اشکال و طرحهای پیچیده را بر روی لوله و پروفیل استیل برشکاری کرد که به دلیل ظاهر براق و زیبای استیل در تولید سازههای تزئینی و معماری کاربرد دارد. بعضی از دستگاههای برش لیزری لوله مجهز به سیستم بارگذاری اتوماتیک هستند تا با اتمام برش هر لوله، لوله ی بعدی بصورت اتوماتیک بارگذاری شود. از این دستگاه ها برای تولید انبوه استفاده میشود.
برش طرحهای سفارشی برای دکوراسیون و نمای داخلی
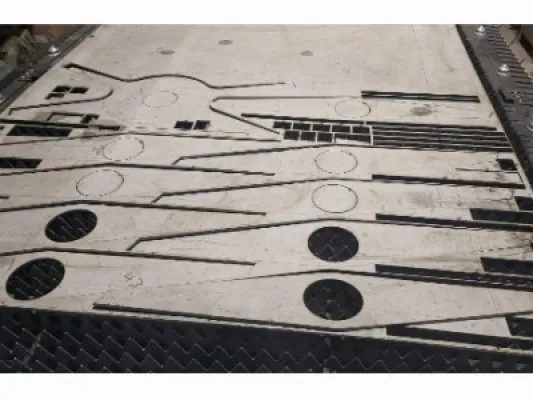
استیل به دلیل ماهیت ضد زنگ بودن نیازی به روکش دهی و رنگ آمیزی ندارد و در صورتی که سطح استیل پرداختکاری شود ظاهری براق و آینه ای پیدا میکند. استیل به خاطر ویژگیهایی که گفته شد، گزینه ای جذاب برای معماران و طراحان المانهای هنری است. برش لیزری استیل در دستیابی به دقت بالا، سطح برش تمیز و جزئیات پیچیده، بسیار کارآمد است که آن را به گزینهای ایدهآل برای ایجاد طرحهای سفارشی دکوراسیون داخلی، نماهای معماری، تابلوها و کارهای هنری فلزی تبدیل کرده است.
مزایایخدمات برش لیزر استیل
خدمات برش لیزر استیل مزایای بسیاری را ارائه میدهد که آن را از روشهای برش معمولی متمایز میکند و به طور قابل توجهی به کارایی، کیفیت و صرفه اقتصادی در تولید کمک میکند:
دقت و صحت استثنایی:برش لیزر استیل تلرانسهای بسیار دقیق و صحت ابعادی بالایی را ارائه میدهد و نیاز به تمیزکاری و پرداختکاری را به حداقل میرساند.
ناحیه متأثر از حرارت (HAZ)کوچک و شیار باریک:لیزر با اعمال حرارت بسیار متمرکز منجر میشود که ورق استیل دچار اعوجاج حرارتی نشود (تاب برندارد) و خط برش بسیلر نازکی روی ورق ایجاد شود.
سرعت برش بالا:برش ورق استیل مخصوصا در ضخامتهای پایین، با سرعت بالایی قابل انجام است.
انعطاف پذیری فرایند: در مقایسه با فرآیندهای برش مکانیکی مانند پانچ، خدمات برش لیزری ورق استیل از لحاظ تیراژ، هندسه طرح و ضخامت ورق دارای انعطاف پذیری بالایی میباشد.
معایب و چالشهای خدمات برش لیزر استیل
محدودیت در برش مواد ضخیم: در حالی که قادر به برش استیل ضخیم است، برای ورقهای بسیار ضخیم (مثلاً بالای 25-30 میلیمتر)، برش پلاسما (1321) یا واترجت ممکن است سرعت بیشتر یا هزینه کمتری را ارائه دهند، بسته به الزامات کیفیت.
سرمایهگذاری اولیه بالا:دستگاههای برش لیزر استیل، به ویژه سیستمهای لیزر فایبر پرقدرت، سرمایهگذاری اولیه قابل توجهی را طلب میکنند.
هزینههای عملیاتی:مواد مصرفی مانند گازهای کمکی (به ویژه نیتروژن پرفشار)، اپتیک (لنزها، نازلها) و برق میتوانند به طور قابل توجهی به هزینه عملیاتی برش لیزری استیل اضافه کنند.
نگرانیهای ایمنی:عملیات برش لیزر خطراتی را در رابطه با تابش لیزر (خطرات چشمی و پوستی)، دود و غبار تولید شده در حین برش و خطرات احتمالی آتشسوزی به همراه دارد.
مراحل برش لیزری استیل، خدمات برش لیزر استیل
فرآیند برش لیزری استیل شامل چندین مرحله مجزا، از طراحی اولیه تا عملیات برش نهایی، است که دقت و کارایی را تضمین میکند:
آمادهسازی گرافیک:فرآیند با آمادهسازی دادههای مسیر برش، معمولاً در فرمتهایی که توسط نرمافزارهای برش پشتیبانی میشوند مانند PLT، DXF، GBX یا AI آغاز میشود. این شامل طراحی هندسه قطعه و بهینهسازی آن برای برش لیزری است.
روشن کردن و راهاندازی اولیه دستگاه:دستگاه با باز کردن شیر منبع گاز، روشن کردن کلید اصلی برق، کلید سوئیچ، چیلر و در نهایت، برق لیزر روشن میشود. سپس دستگاه یک توالی "همینگ" (Home) را برای کالیبره کردن محورهای خود انجام میدهد.
تنظیم پارامترها:پارامترهای برش بر اساس نوع ماده، ضخامت ورق و کیفیت برش مطلوب تنظیم میشوند. پارامترهای برش شامل توان لیزر، نوع و فشار گاز کمکی، سرعت برش، موقعیت فوکوس و فاصله نازل از قطعه است.
موقعیتیابی و کادربندی قطعه کار:سر برش با استفاده از کنترلهای محور X و Y به موقعیت شروع مورد نظر منتقل میشود. یک بررسی "کادر" (Frame) انجام میشود تا اطمینان حاصل شود که ماده به درستی قرار گرفته و مسیر برش از ناحیه پردازش فراتر نمیرود.
عملیات برش:پس از اتمام تمامی بررسیها، دکمه "شروع" عملیات برش را آغاز میکند. پس از پایان فرایند برش میتوان قطعات برش خورده را جمع کرد.
کاربردهای برش لیزر استیل در صنعت
برش استیل با لیزر به دلیل دقت، سرعت و تطبیقپذیری، نقش محوری در طیف گستردهای از کاربردهای صنعتی ایفا میکند. کاربرد آن در بخشهای متعدد صنعت را باهم بررسی میکنیم:
کشتیسازی:برای برش دقیق صفحات استیل بزرگ و ضخیم برای ساختارهای کشتی
صنایع لوازم خانگی: بدنه اکثر دستگاههای صنایع غذایی و بهداشتی از ورق استیل ساخته میشود که در پروسه ساخت بروش برش لیزری برش داده میشود.
تولید مبدل حرارتی: در ساخت مبدلهای حرارتی صنعتی، ایجاد برشهای دقیق روی لوله و ورقهای نازک استیل برای ورودیها وخروجیهای سیال مورد نیاز است که به روش برش لیزری انجام میشود.
کارهای معماری و دکوراتی: ورق، لوله و پروفیلهای استیل با طرحهای سفارشی و الگوهای پیچیده بروش برش لیزری برش داده میشوند تا برای نماهای ساختمان، عناصر داخلی و کارهای هنری استفاده شود.
ماشین آلات و دستگاههای مورد استفاده در برش لیزر استیل
دستگاههای برش لیزری استیل را میتوان بر اساس ابعاد، توان لیزر، نوع لیزر و کاربرد (برش ورق یا لوله و پروفیل) به انواع مختلف دسته بندی کرد. با توجه به اینکه، نوع لیزر استفاده شده در دستگاه، بیشترین تاثیر را در تواناییهای دستگاه دارد در ادامه به بررسی انواع دستگاههای برش لیزر استیل بر اساس نوع لیزر میپردازیم:
دستگاه لیزر فایبر
دستگاههای لیزر فایبر جدیدترین نسل تکنولوژی برش لیزری محسوب میشوند. این دستگاهها از فیبر نوری برای انتقال پرتو لیزر استفاده میکنند. قابلیت برش ضخامتهای متوسط تا بالا و مصرف انرژی کمتر نسبت به سایر انواع، آنها را محبوب کرده است. همچنین، نیاز به نگهداری کمتر و عمر مفید بالاتر از مزایای دیگر آنها است.
کیفیت پرتو در لیزرهای فایبر بسیار بالا است که منجر به برشهای دقیقتر و لبههای صافتری میشود. این ویژگی برای خدمات برش لیزر استیل با کیفیت بالا حیاتی است. با استفاده از دستگاه برش لیزر فایبر میتوان فرایندهای دشواری همچون برش لیزری آلومینیوم و برش لیزری مس وبرنج را نیز انجام داد.
دستگاه لیزر CO2
دستگاههای لیزر CO2 قدیمیترین نوع لیزرهای صنعتی هستند که همچنان کاربرد وسیعی دارند. این دستگاهها از گاز دیاکسیدکربن برای تولید پرتو لیزر استفاده میکنند و به همین دلیل نوعی لیزر گازی محسوب می شود. قابلیت برش مواد مختلف و انعطافپذیری بالا از ویژگیهای آنها است.
برای برش ورق استیل با لیزر CO2، نیاز به توان بالاتری نسبت به لیزرهای فایبر وجود دارد و فقط ورقهای نازک استیل را میتوان با این دستگاه برش داد. با این حال، کیفیت برش همچنان قابل قبول است و برای بسیاری از کاربردها مناسب میباشد.هزینه اولیه کمتر این دستگاهها آنها را برای کسبوکارهای کوچک و متوسط جذاب میکند. همچنین، امکان برش انواع مختلف مواد با یک دستگاه از مزایای قابل توجه آنها است.
دستگاه لیزر YAG
لیزرهای YAG (Yttrium Aluminum Garnet) نوع خاصی از لیزرهای حالت جامد هستند که در دستگاههای قدیمی برش لیزری فلزات کاربرد داشتند و دیگر منسوخ شده اند. بازده و کارایی این نوع لیزر از سایر انواع لیزر ها کمتر است. دستگاههای برش لیزری YAG هزینه نگهداری بالایی دارند.
قیمت و هزینه خدمات برش ورق استیل با لیزر
برای دریافت قیمت خدمات برش لیزری استیل میتوانید در بخش مجموعه ها و متخصصین آرشیو صنعت، افراد ارائه دهنده خدمات برش لیزری استیل را بیابید و مستقیما با آنها تماس بگیرید و نسبت به سفارشتان قیمت بگیرید. بطور کلی خدمات برش لیزری ورق استیل با توجه به عوامل مختلفی قیمت گذاری میشود که مهم ترین آنها عبارتند از:
ضخامت ورق: برش ورقهای ضخیم تر هزینه بیشتری دارد.
طول مسیر برش: هرچقدر طرح جزئیات بیشتری داشته باشد، مسیر برشی طولانی تری خواهد داشت و هزینه خدمات برش لیزری بیشتر خواهد بود.
آلیاژ ورق استیل: برش استیل نگیر میتواند دشوارتر و گران تر از برش استیل بگیر باشد.
بهترین شرکت ارائه کننده خدمات برش لیزر استیل
اگر به دنبال بهترین شرکت ارائهدهنده خدمات برش لیزری استیل هستید، سایت آرشیو صنعت بهترین نقطه شروع برای شماست. در این سایت، میتوانید پروفایلهای جامع و بهروزرسانی شده مجموعههای مختلف را بررسی کنید و بر اساس نیازهای دقیق خود، بهترین گزینه را انتخاب نمایید.
مزایای دریافت خدمات برش لیزر استیل از آرشیو صنعت
در مقایسه با روشهای سنتی، همچون مراجعه حضوری و پرس و جو از دوستان، استفاده از آرشیو صنعت دارای مزایای زیر میباشد:
دسترسی سریع به اطلاعات کامل خدمات دهندگان
قابلیت فیلتر مجموعه ها بر اساس خدمات و سایز مجموعه
صرفه جویی در هزینه جست و جو
دستیابی به بالاترین کیفیت ارائه شده در بازار ایران
دستیابی به خدمات با پایین ترین قیمت
ثبت سفارش آنلاین خدمات برش لیزر استیل در آرشیو صنعت
برای ثبت سفارش برش استیل با لیزر کافی است از طریق اطلاعات تماس پروفایل مورد نظر با صاحب پروفایل بطور مستقیم در ارتباط باشید. در آرشیو صنعت مجموعهها و متخصصین اطلاعات خود را در اشتراک با عموم قرار میدهند و مسئولیت صحت اطلاعات هر پروفایل بر عهده صاحب پروفایل است.
سوالات متداول در مورد خدمات برش لیزر استیل
چه دستگاهی برای برش لیزر ضخامت بالا مناسب است؟
برای برش ورقهای فلزی ضخیم بروش برش لیزری از دستگاههای برش لیزر فایبر با توان بالای 3KW استفاده میشود.
حداکثر ضخامت قابل برش لیزر استیل چقدر است؟
قوی ترین دستگاههای برش لیزری فایبر تجاری که مجهز به منبع لیزر 20KW هستند میتوانند ورق استیل با ضخامت 50 میلی متر را برش دهند. برای برش در ضخامتهای بیشتر باید از روشهایی همچون برش پلاسما و برش هواگاز استفاده کرد.
آیا امکان برش لیزر استیل براق و آینهای وجود دارد؟
برش لیزر استیل براق چالشبرانگیز است زیرا سطح صیقلی انعکاس بالایی دارد که میتواند پرتو لیزر را منعکس کند و کارایی را کاهش دهد. برای این منظور از لیزرهای فایبر با طول موج کوتاه استفاده میشود که جذب بهتری روی سطوح صیقلی دارند. اعمال پوشش ضدانعکاس موقت یا استفاده از تکنیکهای خاص تنظیم قدرت و سرعت میتواند کیفیت برش را بهبود بخشد.
بهترین روش برش ورق استیل ضخیم چیست؟
برای ضخامتهای 20-40 میلیمتری، لیزر فایبر پرقدرت با استفاده از اکسیژن به عنوان گاز کمکی بهترین کیفیت را ارائه میدهد. برای ضخامتهای بالاتر میتوان از برش پلاسما، برش هواگاز و برش واترجت استفاده کرد.
دقت برش لیزر استیل چقدر است؟
عرض برشدر برش لیزر معمولاً بسیار باریک و در حدود 0.05 تا 1 میلیمتر است.این ابعاد کوچک عرض برش، نشاندهنده دقت بالای این فرآیند است و آن را برای کاربردهایی که نیازمند تلرانسهای ابعادی سختگیرانه هستند، مناسب میسازد.
آیا خدمات برش لیزر استیل شامل حکاکی هم میشود؟
بله، دستگاههای لیزر قابلیت حکاکی (Engraving) و نشانگذاری (Marking) روی سطح استیل را نیز دارند. با کاهش قدرت لیزر و افزایش سرعت حرکت، میتوان متن، لوگو، کد QR و طرحهای مختلف را با عمق 0.01-0.5 میلیمتر روی سطح ایجاد کرد.
آیا میتوان طرح دلخواه را برای برش لیزر استیل ارسال کرد؟
بله، امکان برش هر طرح سفارشی با ارسال فایلهای CAD مانند DXF، DWG، AI وجود دارد. نرمافزارهایCAM مدرن قابلیت تبدیل طرحهای دوبعدی به مسیرهای برش بهینه شده را دارند.
آیا برش لیزر لوله و پروفیل استیل قابل انجام است؟
بله با استفاده از دستگاههای مناسب میتوان لوله و پروفیل استیل را بروش برش لیزری برش داد.
آیا برش لیزر استیل باعث تغییر رنگ یا سوختگی لبهها میشود؟
بله، در فرآیند برش لیزر، امکان تغییر رنگ و سوختگی لبهها وجود دارد، به خصوص در استیل. این اتفاق معمولاً به دلیل تجمع حرارت در ناحیه برش (به ویژه در گوشهها و نقاطی که حرارت به سختی دفع میشود) رخ میدهد. با این حال، برش لیزر به طور کلی ناحیه متاثر از حرارت (HAZ) کوچکی در حدود 0.1 میلیمتر ایجاد میکند و استفاده از گازهای کمکی مناسب و تنظیم بهینه پارامترهای برش میتواند به کاهش این اثرات کمک کند.