خدمات برش لیزر آهن امروزه به یکی از پرکاربردترین و دقیقترین روشهای ارائه خدمات برش لیزری فلزات در صنایع مختلف تبدیل شده است. این فناوری که از لیزرهای قدرتمند برای ذوب و تبخیر آهن و فولاد استفاده میکند، دقت ±0.025 میلیمتری و سرعتهای برش تا 100 متر در دقیقه ارائه میدهد. برش لیزری ورق آهن نه تنها کیفیت بالایی از لحاظ صافی سطح و زاویه برش دارد، بلکه قابلیت پردازش هندسههای پیچیده و ضخامتهای متنوع از 0.5 میلیمتر تا بیش از 25 میلیمتر را فراهم میآورد.
صنایع خودروسازی، هوافضا، ساخت و ساز و تولید ماشینآلات صنعتی از اصلیترین مشتریان خدمات برش آهن با لیزر محسوب میشوند. این روش برش به دلیل حداقل منطقه تحت تأثیر حرارت (HAZ)، عدم نیاز به تماس فیزیکی با قطعه کار و قابلیت اتوماسیون کامل، جایگزین مناسبی برای روشهای سنتی مانند خدمات برش پلاسما و خدمات برش هواگاز CNC در بسیاری از کاربردها شده است.
برش لیزر آهن چیست؟
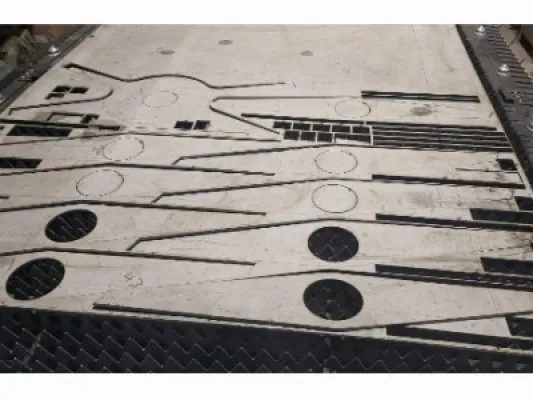
برش لیزری آهن، فرآیندی است که در آن از یک پرتو لیزر با توان بالای 10 مگاوات بر سانتیمتر مربع برای ذوب کردن، سوزاندن یا تبخیر کردن مواد در مسیر برش استفاده میشود و در نهایت یک لبه برش خورده با کیفیت بالا به دست میآید. این روش، نه تنها برای برش اشکال ساده، بلکه برای ایجاد طرحهای پیچیده و دقیق روی ورقهای آهن و سایر فلزات استفاده میشود.
اهمیت برش لیزری آهن در این است که نیاز به ابزارهای فیزیکی برش را از بین میبرد، در نتیجه سایش ابزار وجود ندارد و نیازی به تعویض مکرر ابزار نیست. این موضوع، به همراه سرعت بالای فرآیند و دقت فوقالعاده، برش لیزری را به انتخابی ارجح برای تولید انبوه و یا ساخت قطعات با تلرانسهای دقیق تبدیل کرده است.
به طور جامع، لیزرهای برش را میتوان به سه دسته اصلی لیزرهای گازی، لیزرهای کریستالی (حالت جامد) و لیزرهای فایبر تقسیمبندی کرد. هر یک از این دستهها، ویژگیها و اصول عملکردی متمایزی دارند. در سالهای اخیر، لیزرهای فایبر به دلیل پیشرفتهای چشمگیر و مزایای عملیاتی خود، به طور فزایندهای در صنعت مورد استفاده قرار گرفتهاند.
لیزر فایبر که از سال 2009 به صورت تجاری در دسترس است، از طول موج 1064 نانومتر استفاده میکند که جذب بسیار بالایی در آهن و فولاد دارد. این خصوصیت باعث میشود که بازده انرژی این سیستمها به بیش از 90% برسد، در حالی که لیزرهای CO2 تنها 8-15% بازده دارند.
اصول مهم برای اجرای صحیح برش آهن با لیزر
زاویه کونیک(Taper Angle)
زاویه کونیک یکی از مهمترین پارامترهای کیفی در برش ورق آهن با لیزر است که میزان انحراف لبه برش از حالت عمودی را نشان میدهد. در برشهای با کیفیت بالا، این زاویه باید کمتر از 0.5 درجه باشد، در حالی که برشهای استاندارد صنعتی معمولاً زاویه کونیک 1-3 درجه دارند.عوامل مؤثر بر زاویه کونیک عبارتند از: واگرایی پرتو لیزر در عبور از مواد ضخیم، عدم تراز مناسب پرتو با نازل، موقعیت نامناسب نقطه فوکوس و فشار ناکافی گاز کمکی؛ برای کنترل این پارامتر، تراز دقیق پرتو در نازل، تنظیم بهینه موقعیت فوکوس، فاصله مناسب نازل تا سطح کار و فشار و دبی کافی گاز کمکی ضروری است.
پلیسههای ناخواسته در لبه برش معمولاً نتیجه جامد شدن مواد مذاب قبل از خروج کامل از محل برش هستند. این پدیده میتواند ناشی از دینامیک نامناسب جریان گاز، تداخل امواج شوک مافوق صوت در فاصله نامناسب نازل، یا موقعیت اشتباه نقطه فوکوس باشد.راهکارهای کنترل تشکیل پلیسه شامل موارد زیر میباشد:
حفظ فاصله بهینه نازل تا سطح کار (معمولاً 0.5-2.0 میلیمتر)
تمیز نگهداری نازل
بهینهسازی فشار و دبی گاز کمکی(استفاده از گاز نیتروژن با فشار 20-30 بار معمولاً بهترین نتایج را برای جلوگیری از تشکیل پلیسه ارائه میدهد)
تنظیم دقیق موقعیت نقطه فوکوس
کرف (Kerf)
پهنای کرف یا عرض شیار برش، یکی از مهمترین پارامترهای دقت در برش لیزری ورق آهن محسوب میشود. لیزرهای فایبر معمولاً کرف 0.2-1.0 میلیمتری ایجاد میکنند، که در شرایط بهینه میتواند به کمتر از 0.1 میلیمتر کاهش یابد.عوامل تأثیرگذار بر پهنای کرف عبارتند از:
توان لیزر: توان بالاتر باعث ایجاد کرف وسیعتر میشود.
سرعت برش: سرعت برش بالا موجب کرف باریکترمی شود.
موقعیت فوکوس: قرار گرفتن درخارج از فوکوس کرف وسیعتری را ایجاد میکند.
ضخامت مواد: هر چه صفحات برش آهن ضخیمتر،کرف وسیعتری خواهیم داشت.
برای دستیابی به کمترین پهنای کرف، تنظیم دقیق همه این پارامترها ضروری است.
سرعت برش (Cutting Speed)
تنظیم سرعت برش در خدمات برش آهن با لیزر بستگی به توان لیزر، ضخامت مواد و کیفیت مورد نیاز دارد. برای سیستمهای 1000 وات، سرعت برش از 0.12 متر در دقیقه برای مواد ضخیم تا 25 متر در دقیقه برای ورقهای نازک متغیر است.
صافی سطح(Surface Roughness)
کیفیت سطح در برش لیزری آهن با معیار زبری سطح (Ra)سنجیده میشودکیفیت عالی مستلزم Ra کمتر از 1.6 میکرومتر و کیفیت خوب Ra 1.6-6.3 میکرومترمی باشد.الگوهای خطی عمودی (striations) روی سطح برش، جهت حرکت برش را نشان میدهند و خطوط کمرنگ و نامحسوس نشاندهنده کیفیت بالاتر هستند. عمق و فرکانس این الگوها مستقیماً با زبری سطح مرتبط است و از طریق بهینهسازی پارامترهای توان، سرعت و کیفیت پرتو قابل کنترل است.
گاز کمکی (Assist Gas)
گاز کمکی نقش حیاتی در فرآیند برش لیزر آهن ایفا میکند؛ نه تنها به حذف مواد مذاب از کرف (Kerf) کمک میکند، بلکه میتواند بر کیفیت لبه برش نیز تأثیر بگذارد. اکسیژن، نیتروژن و آرگون از رایجترین گازهای کمکی هستند. خلوص گاز بسیار مهم است؛ هرگونه ناخالصی میتواند کیفیت برش را به خطر بیندازد.
پارامترهای مهم برای برش لیزر آهن
چگالی توان لیزر (Laser Power Density)
چگالی توان لیزر بنیادیترین پارامتر در خدمات برش لیزری آهن است که از تقسیم توان لیزر (وات) بر مساحت نقطه فوکوس (سانتیمتر مربع) به دست میآید. سیستمهای تجاری چگالی توان 1-15 مگاوات بر سانتیمتر مربع دستیابی دارهاند.به عنوان مثال، لیزر فایبر 1000 وات با قطر نقطه فوکوس 0.1 میلیمتر، چگالی توان حدود 10 میلیون وات بر سانتیمتر مربع ایجاد میکند. این چگالی توان بالا امکان ذوب موضعی و دقیق آهن را فراهم میآورد.
رابطه میان توان مورد نیاز و ضخامت آهن به صورت تقریبی غیرخطی است و به طور کلی با افزایش ضخامت ورق آهن،توان لازم برای برش آن نیز افزایش مییابد به عنوان نمونهبرای فولاد کربنی خواهیم داشت:
ضخامت 1-3 میلیمتر: 1000-1500 وات
ضخامت 4-8 میلیمتر: 2000-4000 وات
ضخامت 10-20 میلیمتر: 6000-12000 وات
ضخامت 20-50 میلیمتر: 12000-30000 وات
ضخامت بیش از 50 میلیمتر: سیستمهای تخصصی بالای 30000 وات
برای برش لیزری استیل معمولاً 20-30% توان بیشتری نسبت به فولاد کربنی مورد نیاز است.
سرعت برش(Cutting Speed)
سرعت حرکت سر برش لیزر بر روی قطعه کار، کیفیت لبه برش و اندازه ناحیه متاثر از حرارت (HAZ) را تحت تاثیر قرار میدهد. سرعت بهینه برای هر ماده و ضخامت متفاوت است، اگر سرعت کمتر از این مقدار باشد ممکن است کیفیت سطح برش کاهش پیدا کند و اگر بیشتر از این مقدار باشد ممکن است برش ناقص انجام شود.
موقعیت فوکوس(Focus Position)
لنزفوکوسکننده وموقعیت نقطه کانونی آن نسبت به سطح قطعه کار، قطرنقطه کانونی پرتولیزر(Spot Diameter) و عمق فوکوس (Depth of Focus) را تعیین میکند. برای فولاد کربن با اکسیژن، نقطه فوکوس معمولاً در سطح یا کمی بالاتر از سطح قطعه (تا 30% بالاتر) قرار میگیرد، در حالی که برای فلزات با نیتروژن، در سطح یا نزدیک به سطح زیرین ماده است.
فشار گاز کمکی(Assist Gas Pressure)
ابتدا نوع گاز کمکی بر اساس جنس و ضخامت ماده انتخاب میشود. از گاز اکسیژن برای برش آهن و فولاد استفاده میشود تا با سوختن آهن حرارت بیشتر ایجاد شود و سرعت برش افزایش یابد. برای ایجاد برشهای تمیز با صافی سطح بالا از گازهای نیتروژن و ارگون استفاده میشود. فشار گاز کمکی با توجه به نوع گاز کمکی، جنس مواد، ضخامت مواد و عوامل دیگر تعیین میشود و میتوان با ارجاع به جداول پارامترهای پیشنهادی برش لیزری، مقدار بهینه را انتخاب کرد. فشار گاز کمکی معمولا بین 0.5 تا 20 بار میتواند باشد.
نازل برش لیزری (Laser Cutting Nozzle)
نوع نازل برش لیزری و قطر خروجی نازل، بر کیفیت برش تاثیر دارد. قطر خروجی نازل میتواند 0.8 الی 6 میلی متر باشد. بطور کلی نازلهای برش لیزری به دو نوع تقسیم میشوند که عبارتند از:
نازل تک لایه یا سینگل (Single Layer Nozzle): ساختار ساده و تک لایه دارد که برای برش مواد با ضخامت حداکثر 6 میلی کتر مناسب است.
نازل دو لایه یا دوبل (Double Layer Nozzle): ساختار پیچیده تری دارد و از دو لایه داخلی تشکیل شده است. برای برش مواد ضخیم تر از 6 میلی متر کاربرد دارد.
مقایسه برش آهن با لیزر، برش با دستگاه cnc و برش پلاسما آهن
در بین افراد گاهی از عبارت برش با دستگاه CNC استفاده میشود که عبارت مبهمی است زیرا امروزه اکثر فرایندهای برش از سیستم کنترل عددی کامپیوتری (Computer Numerical Control)بهره مند هستند. از این جهت فقط به مقایسه برش لیزری با برش پلاسما میپردازیم. برش ورق آهنی زمانی که بروش لیزری انجام میشود دقت و صافی سطح برش بالاتری دارد. در مقابل، برش ورقهای ضخیم آهنی به روش پلاسما اقتصادی تر است.
مزایایبرش لیزر آهن
دقت و کیفیت برتر:با تلرانس ابعادی ±0.025 میلیمتر برش لیزری آهن بالاترین استانداردهای کیفی را برآورده میسازد. قطعات با لبههای برش تمیز بدون نیاز به پردازش ثانویه قابل استفاده هستند.
حداقل منطقه تحت تأثیر حرارت:در مقایسه با روشهای حرارتی دیگر، لیزر فایبر HAZ بسیار کمی (0.1-0.5 میلیمتر) ایجاد میکند که خصوصیات مکانیکی مواد را حفظ میکند.
سرعت بالا در مواد نازک:برای ضخامتهای کمتر از 6 میلیمتر، برش لیزری آهن سریعترین روش موجود است و امکان تولید انبوه با کیفیت بالا را فراهم میآورد.
انعطافپذیری هندسی:قابلیت برش اشکال پیچیده، زوایای تیز و جزئیات ظریف بدون محدودیت شکل ابزار، طراحان را در ایجاد قطعات پیشرفته آزاد میگذارد.
کاهش ضایعات مواد: به دلیل عرض برشبسیار باریک و دقت بالا، مصرف مواد اولیه بهینه شده و ضایعات به حداقل میرسد.
معایب و چالشهای برش لیزر آهن
هزینه اولیه بالا:قیمت دستگاه برش لیزری آهن، به ویژه مدلهای پیشرفته فایبر، میتواند بسیار گران باشد این هزینه اولیه بالا، نیازمند سرمایهگذاری قابل توجهی است.
پیچیدگی و نیاز به مهارت:برنامهریزی و اپراتوری دستگاههای برش لیزر نیازمند دانش فنی و مهارت بالایی است. برای تولید G-code و مسیر ابزار، استفاده از نرمافزارهای پیشرفته CAM ضروری است همچنین تنظیم و آفستدهی محورها میتواند چالشبرانگیز باشد.
محدودیت ضخامت:در برخی موارد، بسته به توان لیزر و نوع ماده، ممکن است محدودیتهایی در ضخامت قابل برش وجود داشته باشد. برش ورق آهن با لیزر در ضخامتهای بالا اقتصادی نبوده و کیفیت نیز کاهش مییابد.
ایمنی:تابش لیزر، خطرات ایمنی از جمله آسیب به چشم و پوست (نیاز به عینک محافظ و تجهیزات محافظتی) و همچنین خطرات شوک الکتریکی را به همراه دارد. تولید دود و گرد و غبارنیز نیازمند سیستمهای تهویه و فیلتراسیون مناسب است.
مراحل برش آهن و فولاد با دستگاه لیزر (از طراحی تا تحویل قطعه)
فرآیند خدمات برش لیزر آهن و فولاد شامل چندین مرحله کلیدی است که از طراحی آغاز شده و تا تحویل قطعه نهایی ادامه مییابد:
طراحی: ابتدا، طرح قطعه مورد نظر با استفاده از نرمافزارهای طراحی به کمک کامپیوتر (CAD) رسم میشود.
برنامهنویسی و چیدمان:فایل طراحی شده به نرمافزارهای تولید به کمک کامپیوتر (CAM) منتقل میشود تا مسیر ابزار (G-code) برای برش لیزر تولید شود. در این مرحله، قطعات بر روی ورق به گونهای چیدمان میشوندکه حداقل میزان ضایعات مواد را داشته باشیم.
راهاندازی و آمادهسازی دستگاه: پس از طراحی، دستگاه روشن و مراحل راهاندازیانجام میشود. این شامل بازگشت محورها (X, Y, Z) به نقطه مبدأو اطمینان از عدم وجود مانع بر سر راه سر برش است. سپس، قطعه کار بر روی میز دستگاه قرار گرفته میشود. پارامترهای برش مانند توان لیزر، موقعیت فوکوس، سرعت برش و فشار گاز تعیین میگردد.
عملیات برش: با شروع فرآیند، لیزر بر روی قطعه متمرکز میشود و گاز کمکی نیز به طور همزمان برای حذف مواد مذاب و بهبود کیفیت برش، به منطقه برش دمیده میشود.
کنترل کیفیت و عیبیابی: پس از اتمام برش، کیفیت لبههای برش شامل کرف، مخروطی بودن،صافی یا زبری، پاشش مذاب، منطقه ذوب مجددو اعوجاج مورد ارزیابی قرار میگیرد.
برداشتن قطعات برش خورده: قطعات برش خورده همگی از روی میز دستگاه جمع میشوند تا به مرحله بعدی تولید انتقال یابد.
کاربردهای خدمات برش لیزر آهن در صنعت
آهن و فولاد پر کاربردترین فلزات در حوزه صنعت هستند. از ورق و مقاطع توپر و توخالی آهنی و فولادی برای ساخت انواع سازههای فلزی استفاده میشود. در ادامه با کاربردهای اصلی برش لیزری آهن و فولاد آشنا میشویم:
صنعت خودروسازی: بزرگترین مصرفکننده خدمات برش آهن با لیزر محسوب میشود. پانلهای بدنه خودرو، قطعات ساختاری نظیر ستونها، اجزای شاسی و قاب و سیستمهای اگزوزاز جمله کاربردهای اصلی هستند.
صنعت ساخت و ساز: ورق، لوله و پروفیل آهنی بروش لیزری برش داده میشود تا در ساخت سازههای فلزی و سازههای معماری بکار گرفته شود. همچنین با برش طرحهای هنری روی ورقهای آهنی، دربهای پارکینگی و ورودی زیبا ساخته میشود.
تولید مبلمان و اثاثیه فلزی: در طراحی داخلی مدرن، المانهای چوبی جای خود را به المانهای فلزی داده اند. ورق، لوله و پروفیلهای سبک آهنی بروش برش لیزری برش داده میشوند و پس از طی فرایندهای جوشکاری و پوشش دهی به عنوان المانهای فلزی زیبا و یا فریم مبلمان، میز و قفسههای فلزی بکار برده میشوند.
قیمت و هزینهبرش لیزر آهن و فولاد
برش لیزری آهن در مقایسه با برش لیزری آلومینیوم و برش لیزر مس ارزان تر است زیرا برش آهن چالشهای کمتری دارد. بطور کلی، عوامل زیر در تعیین هزینه نهایی برش آهن با لیزر تاثیر دارند:
هر چقدر ضخامت مواد بیشتر باشد به لیزر با توان بالاتر نیاز است و هزینه خدمات بیشتر میشود.
برش طرح هایی که جزئیات زیاد دارند باعث افزایش طول مسیر برش میشود که قیمت خدمات را افزایش میدهد.
برش فولادهای آلیاژی از برش آهن دشوار تر و گران قیمت تر است.
در آرشیو صنعت شما میتوانید پروفایل شرکتهای معتبر در حوزه برش لیزر آهن و فولاد را بررسی کنید و با توجه به نیاز خود، مناسبترین مجموعه را انتخاب کنید. وبسایت آرشیو صنعت، به عنوان پلتفرم تخصصی صنعت ایران به شما این امکان را میدهد تا بصورت رایگان پروفایل مجموعههای مختلف را بررسی و مقایسه کنید و نهایتا از طریق اطلاعات تماس داخل پروفایل، با صاحب مجموعه مستقیما در تماس باشید.
مزایای دریافت خدمات برش لیزر آهن از آرشیو صنعت
در مقایسه با روشهای سنتی، همچون مراجعه حضوری و پرس و جو از دوستان، استفاده از آرشیو صنعت برای دستیابی به خدمات برش لیزری آهن دارای مزایای زیر میباشد:
دسترسی سریع به اطلاعات کامل خدمات دهندگان
قابلیت فیلتر مجموعهها بر اساس خدمات و سایز مجموعه
صرفه جویی در هزینه جست و جو
دستیابی به بالاترین کیفیت ارائه شده در بازارایران
دستیابی به خدمات با پایین ترین قیمت
ثبت سفارش خدمات برش لیزر آهن در آرشیو صنعت
برای ثبت سفارش خدمات برش لیزر آهن کافی است پروفایل مجموعه مدنظر را انتخاب کنید و از طریق اطلاعات تماس موجود، بهطور مستقیم با صاحب پروفایل در ارتباط باشید.در آرشیو صنعت، شرکتها و متخصصان اطلاعات کامل خود را منتشر میکنند و مسئولیت صحت این اطلاعات نیز بر عهده صاحب پروفایل است.
سوالات متداول در مورد خدمات برش لیزر آهن
ورق آهن تا چه ضخامتی با لیزر برش داده میشود؟
حداکثر ضخامت آهن قابل برش بوسیله دستگاههای برش لیزری مرسوم با توان 3KW و 6KW به ترتیب 16mm و 25mm است. دستگاههای سفارشی با توان بالا با استفاده از لیزر 40KW میتوانند آهن تا حداکثر ضخامت 50mm را برش دهند.
تفاوت برش لیزر آهن و فولاد چیست؟
بطور کلی برش لیزری فولاد مخصوصا فولادهای آلیاژی از برش لیزری آهن دشوارتر است. اصول کلی برش لیزری برای هر دو ماده (ذوب و تبخیر توسط پرتو لیزر و خروج مذاب توسط گاز کمکی) یکسان است. اما پارامترهای دقیق برش (مانند توان، سرعت، نوع گاز کمکی) بسته به نوع خاص آلیاژ فولاد میتواند متفاوت باشد.
آیا امکان برش آهن درطرحهای پیچیده وجود دارد؟
بله، برش لیزری آهن یکی از بهترین روشها برای تولید قطعات با طرحها و هندسههای پیچیده است. دقت بالای پرتو لیزر و قابلیت کنترل دقیق آن توسط سیستمهای CNC (کنترل عددی کامپیوتری) امکان ایجاد جزئیات بسیار ظریف، منحنیهای پیچیده و زوایای تند را فراهم میکند که با روشهای سنتی برش یا حتی برخی روشهای ماشینکاری دیگر دشوار یا غیرممکن است.
آیا برش لیزر آهن باعث تغییر خواص مکانیکی فلز میشود؟
بله، هر فرآیند برش حرارتی، از جمله برش لیزری آهن، به دلیل اعمال حرارت، میتواند باعث تغییراتی در خواص مکانیکی فلز شود. این تغییرات عمدتاً در منطقه متأثر از حرارت (HAZ) رخ میدهد. در این ناحیه، فلز تحت تأثیر چرخه حرارتی قرار گرفته و ممکن است تغییراتی در ساختار بلوری (مانند اندازه دانه و مورفولوژی)، سختی، استحکام (استحکام تسلیم و کششی) و تنشهای پسماند در آن ایجاد شود. با این حال، یکی از مزایای برش لیزری آهن این است که HAZ آن به طور قابل توجهی کوچکتر از سایر روشهای حرارتی مانند برش پلاسما است که این امر به حفظ بیشتر خواص مکانیکی اصلی فلز کمک میکند. همچنین، میزان اعوجاجیا تغییر شکل هندسی ناشی از حرارت نیز در برش لیزر کمتر است.