چرخ دنده
۷ سپتامبر ۲۰۲۵
پسند شده


صنعت تولید پلاستیک یکی از بنیادیترین و گستردهترین صنایع در دنیای مدرن است که تأثیر قابل توجهی بر تولید قطعات در طیف وسیعی از صنایع از جمله خودروسازی، الکترونیک، پزشکی، بستهبندی و مصرفی دارد. پلاستیکها به دلیل ویژگیهایی همچون وزن سبک، مقاومت شیمیایی بالا، قابلیت شکلدهی آسان و هزینه تولید پایین، یکی از مواد اصلی در تولید قطعات صنعتی و مصرفی به شمار میروند.
در مهندسی تولید پلاستیک، انتخاب فرآیند مناسب میتواند تأثیر زیادی بر کیفیت، دقت ابعادی، هزینه تولید و زمان تولید قطعه نهایی داشته باشد از جمله فرآیندهای رایج و مهندسی در تولید پلاستیک میتوان به تزریق پلاستیک، اکستروژن، قالبگیری تحت فشار ،دورانی ، بادی، ترموفرمینگ و چاپ سهبعدی اشاره کرد. هر یک از این روشها بسته به نوع قطعه و نیازهای خاص پروژه انتخاب میشوند که دراین مقاله به بررسی انواع فرایند های تولید قطعات پلاستیکی میپردازیم.
انواع فرایند های تولید قطعات پلاستیکی:
یکی از مهمترین روشهای تولید قطعات پلاستیکی، قالبگیری تزریقی (Injection Molding) است که به دلیل دقت بالا، امکان تولید انبوه و کاهش ضایعات مواد، به عنوان یکی از پرکاربردترین روشهای شکلدهی پلاستیک شناخته میشود که در آن مواد مذاب به داخل قالب تزریق میشود.
در این فرآیند، تولید قطعات پلاستیکی طی مراحل مشخصی انجام می شود. ابتدا مواد اولیه پلاستیکی به دستگاه تزریق وارد شده و درون سیلندر دستگاه ذوب می شوند. سپس مواد مذاب تحت فشار بالا به داخل قالب مخصوص تزریق شده و پس از شکل گیری، وارد مرحله خنک کاری می شوند. با سفت شدن پلاستیک، قالب باز شده و قطعه نهایی از آن خارج میشود. در صورت نیاز، برخی پرداخت هایی نهایی مانند برش اضافات یا مونتاژ نیز انجام می شوند تا محصول برای استفاده آماده گردد. پس از طراحی محصول، که معمولاً توسط یک طراح صنعتی یا مهندس انجام میشود، قالبها توسط یک سازنده قالب (یا ابزارساز) از فلز، معمولاً از جنس فولاد یا آلومینیوم، ساخته شده و با دقت ماشینکاری میشوند تا ویژگیهای قطعه مورد نظر را تشکیل دهند. قالب گیری تزریقی به طور گستردهای برای تولید انواع قطعات، از کوچکترین قطعات تا پنلهای بدنه کامل خودروها، استفاده میشود.
دستگاه تزریق پلاستیک (Injection Molding Machine) یک دستگاه پیچیده است که برای انجام فرایند تزریق پلاستیک طراحی شده است.

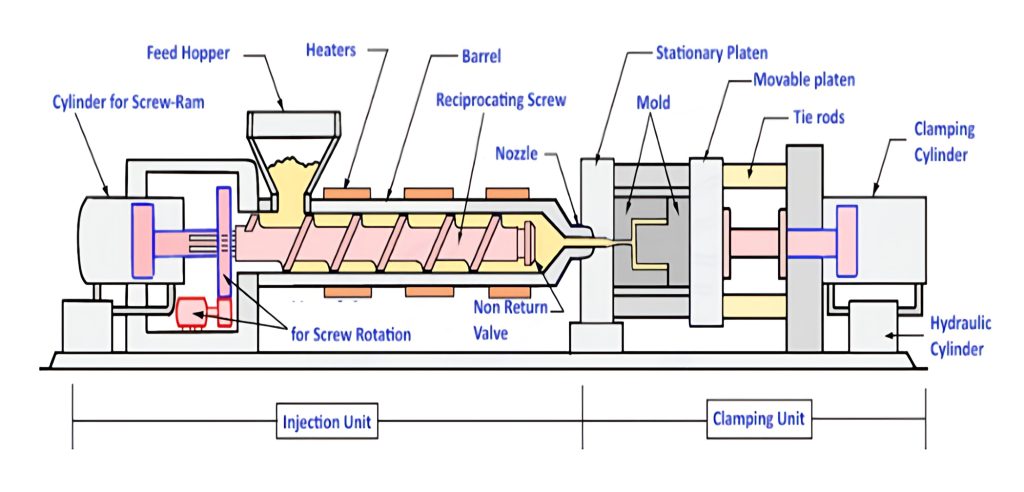
یک دستگاه تزریق پلاستیک از بخشهای زیر تشکیل شده است:
1) واحد تزریق (Injection Unit)
2) واحد قالبگیری (Clamping Unit)
3) واحد هیدرولیک (Hydraulic Unit)
4) واحد کنترل (Control Unit)
5) واحد پران (Ejection Unit)
شکل زیر واحد مختلف دستگاه تزریق را به صورت شماتیک نمایش میدهد:
مزایا:
1) سرعت تولید بالا: تعداد قطعات تولیدی در هر ساعت میتواند تا ۱۰,۰۰۰ قطعه یا بیشتر در صورت استفاده از دستگاههای پیشرفته برسد.
یک چرخه قالبگیری ممکن است تنها۱۵ ثانیه تا ۲ دقیقه طول بکشد (بسته به پیچیدگی قطعه و اندازه قالب).
2) دقت ابعادی بالا: دقت ابعادی در فرآیند قالبگیری تزریقی میتواند به ±۰.۰۰۱ اینچ (۰.۰۲۵۴ میلیمتر) برسد که این دقت برای تولید قطعات پیچیده یا قطعاتی که نیاز به مونتاژ دارند، بسیار مناسب است.
3) تکرارپذیری در تولید قطعات مشابه: به توانایی این فرآیند در تولید قطعات مشابه با دقت بالا و کیفیت یکسان در هر چرخه تولید اشاره دارد این ویژگی یکی از مهمترین مزایای قالبگیری تزریقی است که آن را به گزینهای ایدهآل برای تولید انبوه و قطعات صنعتی با دقت بالا تبدیل میکند.
4) تنوع مواد: میتوان از طیف وسیعی از مواد پلاستیکی مانند ترموپلاستیکها، ترموستها، الاستومرها و حتی کامپوزیتهای پلاستیک-فلز استفاده کرد. بیش از ۲۰۰ نوع پلیمر مختلف برای قالبگیری تزریقی وجود دارد.
معایب:
1) هزینههای بالای قالبسازی اولیه: هزینه ساخت قالبهای اولیه میتواند بالا باشد و بین ۵,۰۰۰ تا ۱۰۰,۰۰۰ دلار (یا بیشتر برای قالبهای پیچیده) متغیر باشد. این هزینه برای تولید قطعات کمتعداد در ابتدا ممکن است اقتصادی نباشد.
2) محدودیت در پیچیدگی طراحی: در برخی مواقع، طراحیهای بسیار پیچیده با ویژگیهای کوچک یا باریک میتوانند چالشبرانگیز باشند. قالبگیری برای قطعات با ویژگیهای بسیار ظریف یا پیچیده ممکن است با مشکلاتی چون حفرههای هوا یا خطوط جوش روبرو شود.
3) محدودیت در تغییرات پس از طراحی: تغییرات در طراحی قطعات بعد از تولید قالب، نیازمند اصلاحات گرانقیمت در قالب و فرایند است. این اصلاحات ممکن است هزینهبر و زمانبر باشد.
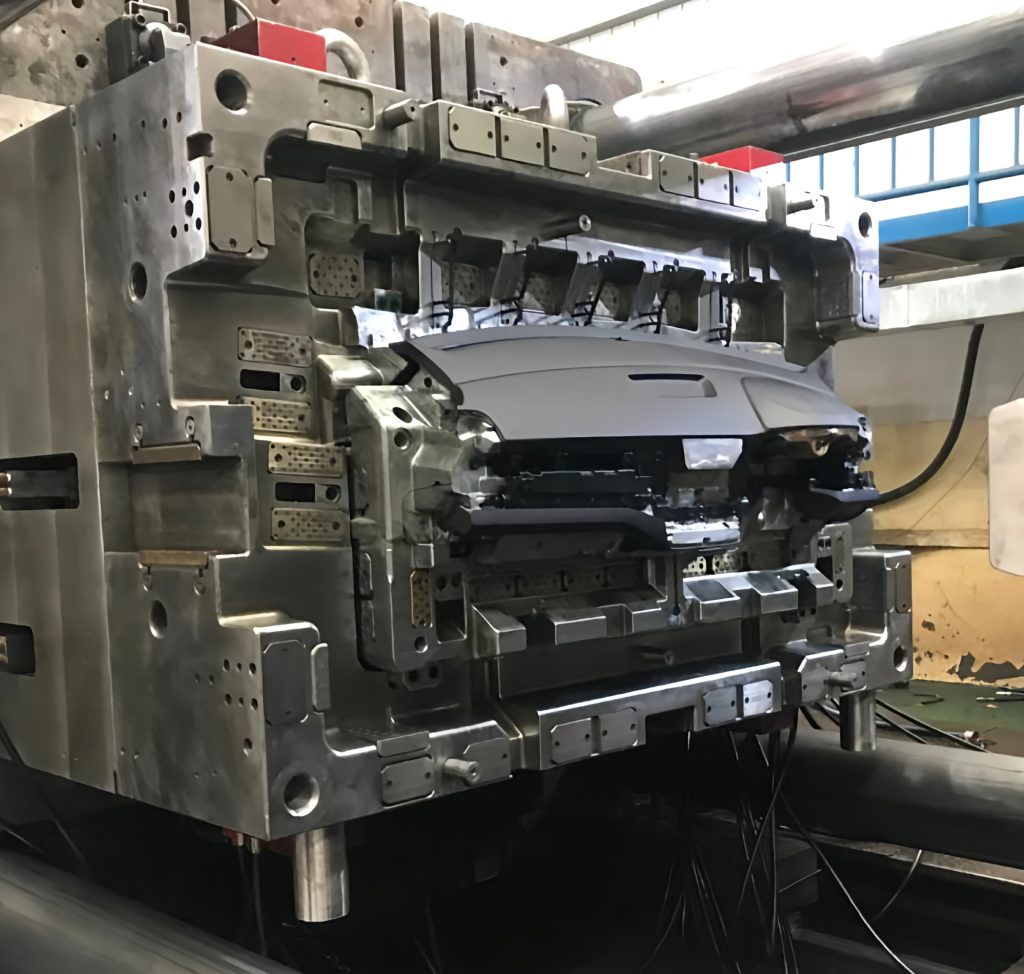
1)صنعت خودروسازی: یکی از مهمترین کاربردهای قالبگیری تزریقی، تولید قطعات پلاستیکی خودرو است،این قطعات به دلیل وزن سبک، استحکام بالا و هزینه تولید پایین، جایگزین قطعات فلزی شدهاند.
قطعات خودرویی تولید شده با قالبگیری تزریقی:
2) صنعت الکترونیک: قطعات پلاستیکی در صنعت الکترونیک به دلیل عایق بودن، مقاومت در برابر حرارت و قابلیت شکلدهی بالا بسیار پرکاربرد هستند.
قطعات الکترونیکی تولید شده با قالبگیری تزریقی:

3) صنعت لوازم خانگی : بسیاری از قطعات لوازم خانگی از طریق قالبگیری تزریقی تولید میشوند تا مقاومت بالا، وزن کم و طراحی زیبایی داشته باشند.
قطعات لوازم خانگی تولید شده با قالبگیری تزریقی:
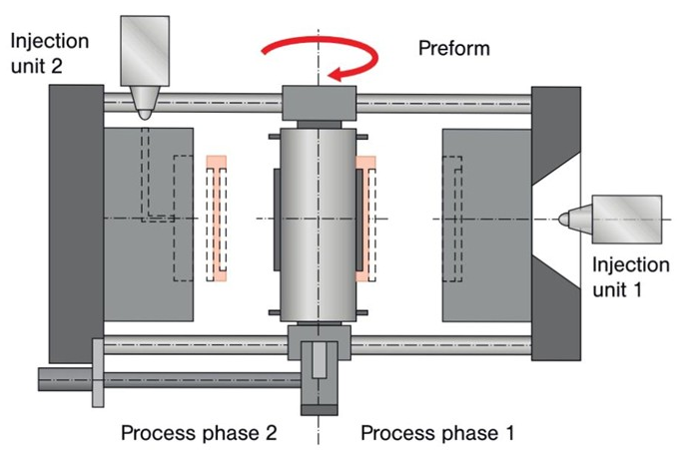
یکی از روشهای پیشرفته در تولید قطعات پلاستیکی قالبگیری تزریقی دوگانه است که در آن دو ماده مختلف یا دورنگ متفاوت در یک فرآیند واحد تزریق میشوند. این روش امکان تولید قطعات پیچیده را بدون نیاز به مونتاژ یا چسباندن فراهم میکند.
فرآیند قالبگیری تزریقی دوگانه
تصویر زیر شماتیکی از دستگاه قالب گیری تزریقی دوگانه را نمایش میدهد:
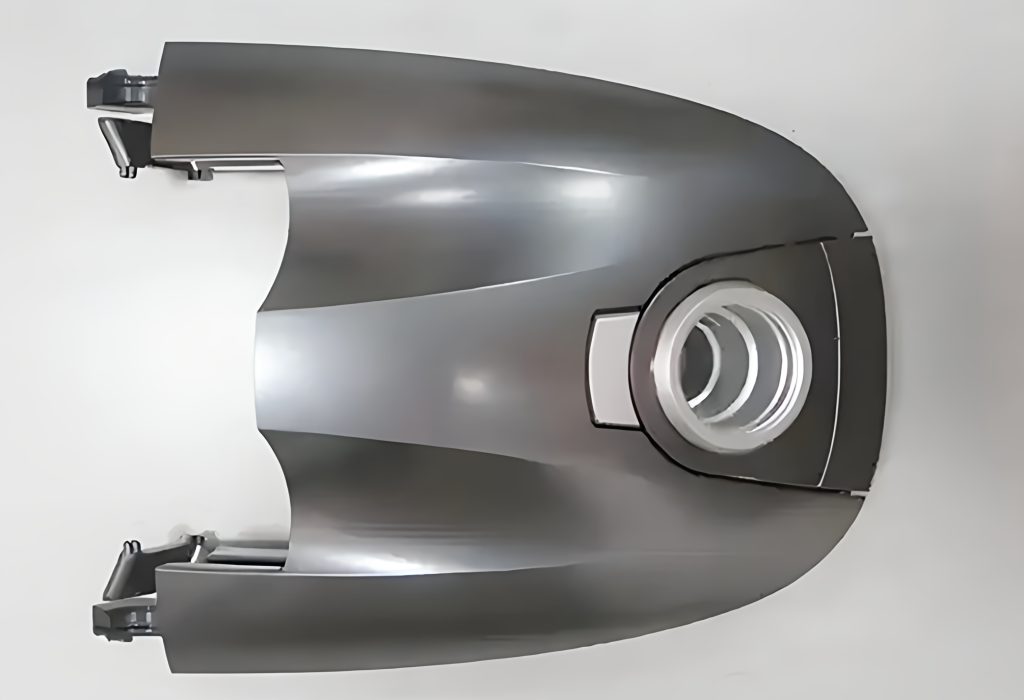
از کاربرد های این فرایند میتوان به تولید مسواک،اسباب بازی ها، چراغ های عقب و دکمه های خودرو وغیره اشاره نمود.
شکل زیر نمونه ای از این کاربرد هارا نمایش میدهد:

یک فرآیند پیشرفته است که ترکیبی از تزریق پلاستیک و فرآیند فشاری برای تولید قطعات پیچیده و دقیق، به ویژه در کاربردهای حساس مانند صنعت اپتیک و الکترونیک، به کار میرود. این فرآیند به طور خاص برای قطعاتی با ابعاد دقیق و ویژگیهای سطحی خاص توسعه یافته است.
در فرآیند قالبگیری تزریقی فشاری، ابتدا مواد پلیمری مذاب تحت فشار به داخل قالب تزریق میشوند. پس از ورود ماده به قالب، به جای اینکه قالب به طور کامل بسته شود، بخش متحرک قالب (که معمولاً شامل هسته یا نیمههای قالب است) تا حدی حرکت میکند تا حجم فضای قالب را کاهش دهد. این حرکت کاهش حجم به دلیل انقباض حرارتی ماده پلاستیکی در هنگام سرد شدن اتفاق میافتد. به عبارت دیگر، ماده پس از تزریق و سرد شدن به طور طبیعی منقبض میشود، بنابراین این فرآیند فشاری کمک میکند تا انقباض ماده جبران و به کیفیت قطعه نهایی کمک کند.
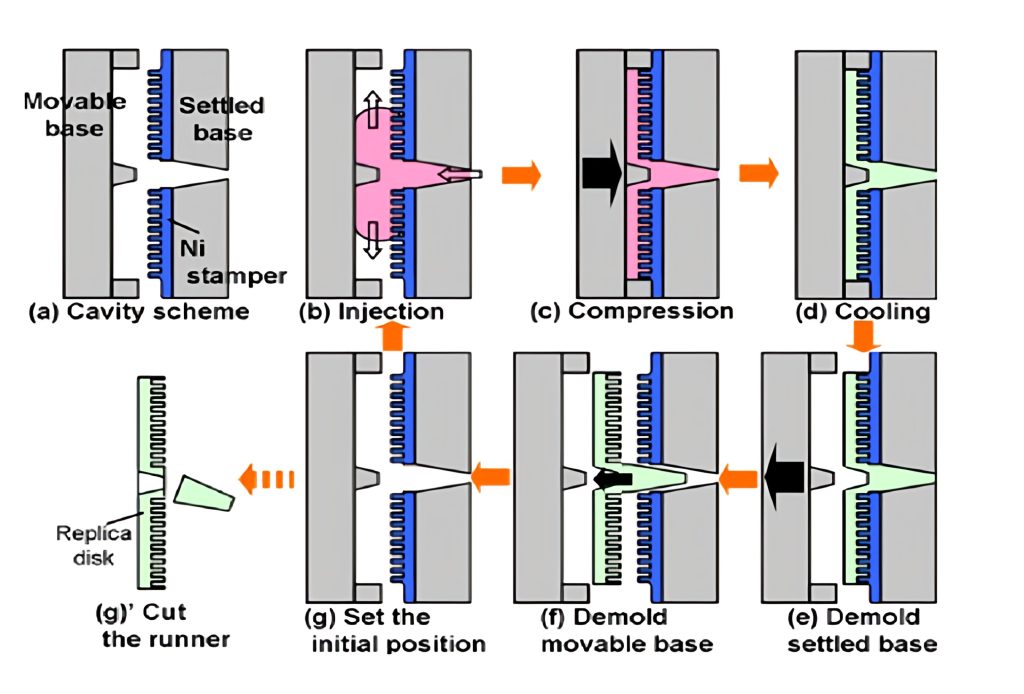
تصویر زیر یک دستگاه قالبگیری تزریقی فشاری را نمایش میدهد:
مزایا:
معایب :

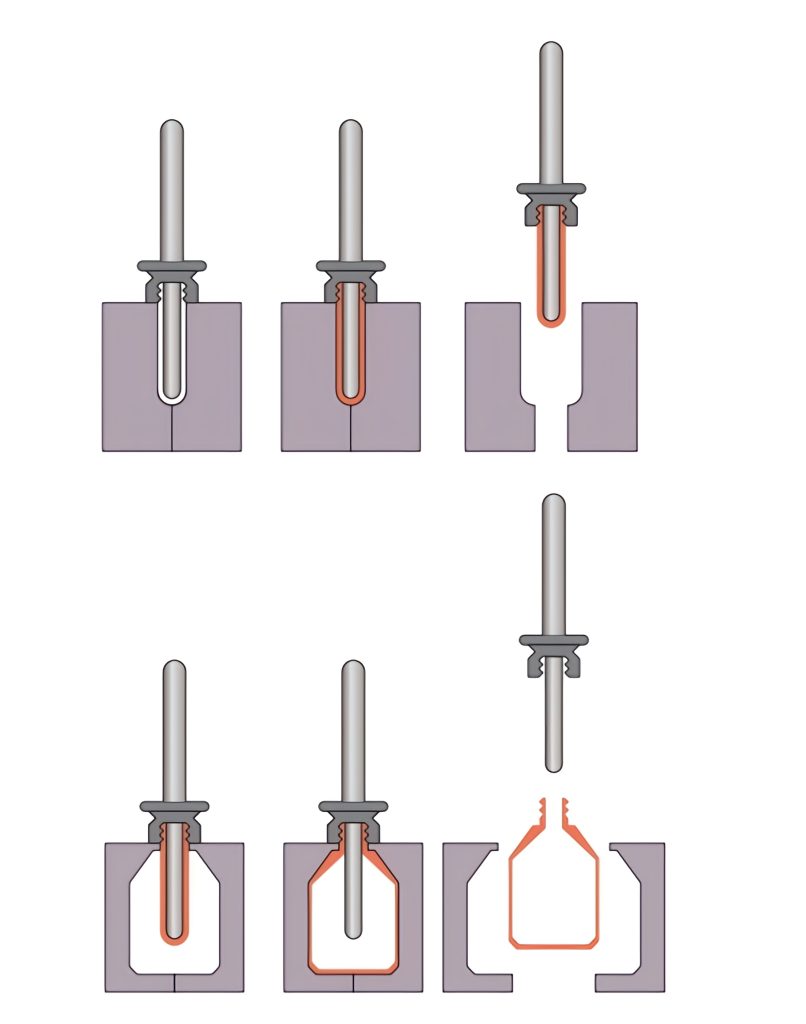
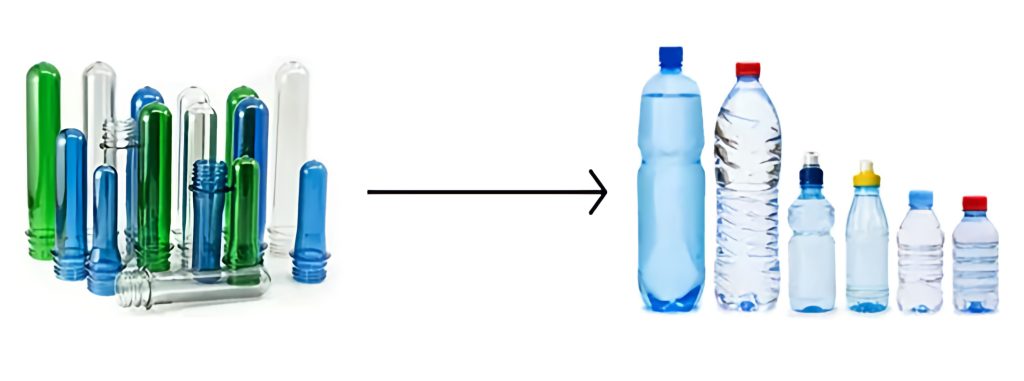
تزریق بادی یکی از فرآیندهای قالبگیری ترموپلاستیک است که برای تولید قطعات توخالی با دقت بالا و کیفیت سطح مناسب، بهویژه در صنایع بستهبندی، دارویی و آرایشی استفاده میشود. این روش ترکیبی از قالبگیری تزریقی و فرآیند دمش است که موجب تولید قطعات با دیواره یکنواخت و حداقل پسماند مواد میشود.
فرآیندفوق در مقایسه با روشهای اکستروژن بادی (EBM) و دمش کششی (ISBM)، برتریهای ویژهای ازجمله کنترل ضخامت یکنواخت، دقت بیشتر و بهینهسازی مصرف مواد دارد.
1)قالبگیری پریفرم (Injection Molding)
2) مرحله دمش و شکلدهی (Blow Molding)
3) خنککاری و خروج از قالب (Cooling & Ejection)
با افزایش نگرانیهای زیستمحیطی، استفاده از پلاستیکهای زیستتخریبپذیر مانند PLA (پلیلاکتیک اسید) در فرآیند قالبگیری تزریقی رو به رشد است.

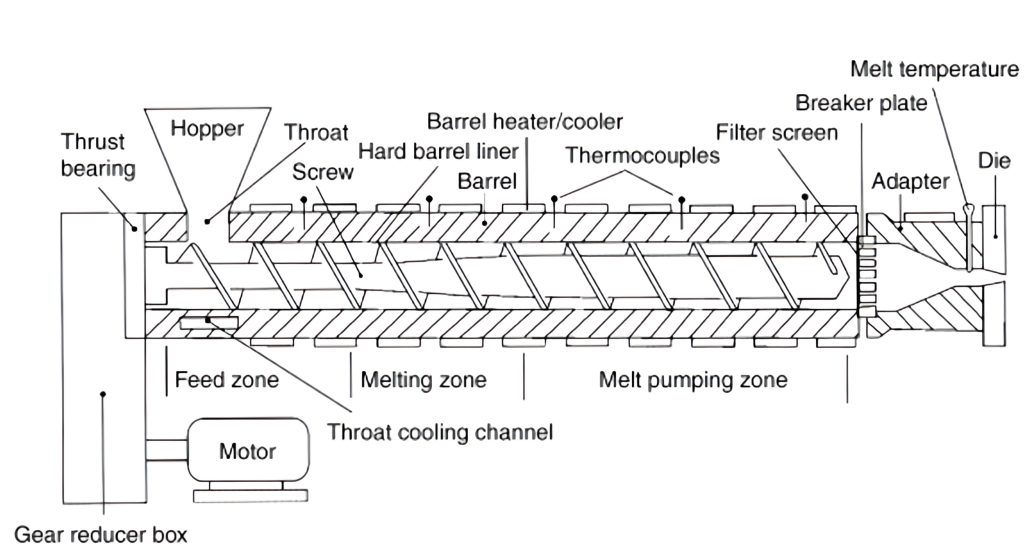
اکستروژن (Extrusion) یکی دیگر از مهمترین و پرکاربردترین روشهای شکلدهی مواد پلیمری است که برای تولید محصولات پلاستیکی با طول زیاد و مقطع ثابت مانند لولهها، فیلمها، ورقها، پروفیلها و روکش سیمها استفاده میشود. در این فرآیند، ماده اولیه ذوب شده و تحت فشار از میان یک قالب ((Die عبور میکند تا به شکل دلخواه تبدیل شود. پس از خروج از قالب، محصول خنک شده و جامد میشود و سپس برای استفاده نهایی برش داده یا رول میشود.
دستگاه اکستروژن پلاستیک یکی از تجهیزات مهم در صنعت پلاستیک است که برای شکلدهی و تولید محصولات پلاستیکی به کار میرود. این دستگاه با استفاده از فرآیند اکستروژن، مواد پلاستیکی خام (گرانول یا پودر) را ذوب کرده و از طریق یک قالب (دای) به شکل مورد نظر درمیآورد.
شکل زیر تصویری از یک دستگاه اکستروژن را نمایش میدهد:

اجزای اصلی دستگاه اکستروژن پلاستیک:
سیستمهای اکستروژن بسته به نوع طراحی و کاربرد، در چندین دسته کلی طبقهبندی میشوند. در اینجا، مهمترین سیستمهای اکستروژن مورد استفاده در صنایع پلاستیک و کامپوزیت معرفی میشوند:
مواد پلاستیکی (گرانول، پودر یا مستربچ) از طریق هاپر وارد سیلندر میشوند،مارپیچ با چرخش خود مواد را به جلو هدایت میکند و تحت تأثیر گرمای المنتها، اصطکاک و فشار فشرده و ذوب میشوند سپس در ناحیه فشردهسازی مارپیچ، مواد کاملاً مخلوط شده و یک مذاب یکنواخت ایجاد میشود ،پلاستیک مذاب از قالب (دای) عبور کرده و به شکل موردنظر درمیآید درنهایت محصول خروجی با استفاده از آب یا هوا سرد شده و محصول ودر اندازههای موردنظر برش داده میشود.
از مزایا این دستگاه میتوان به سادگی طراحی و تعمیر و نگهداری، مقرونبهصرفه برای بسیاری از پلیمرها، کارایی بالا برای پردازش مواد همگن اشاره کرد در عین حال محدودیت در ترکیب مواد اولیه و افزودنیها کارایی کمتر در مواد حساس به حرارت از معایب این دستگاه میباشد.
کاربرد: تولید فیلم، لوله، ورق و پروفیلهای ساده
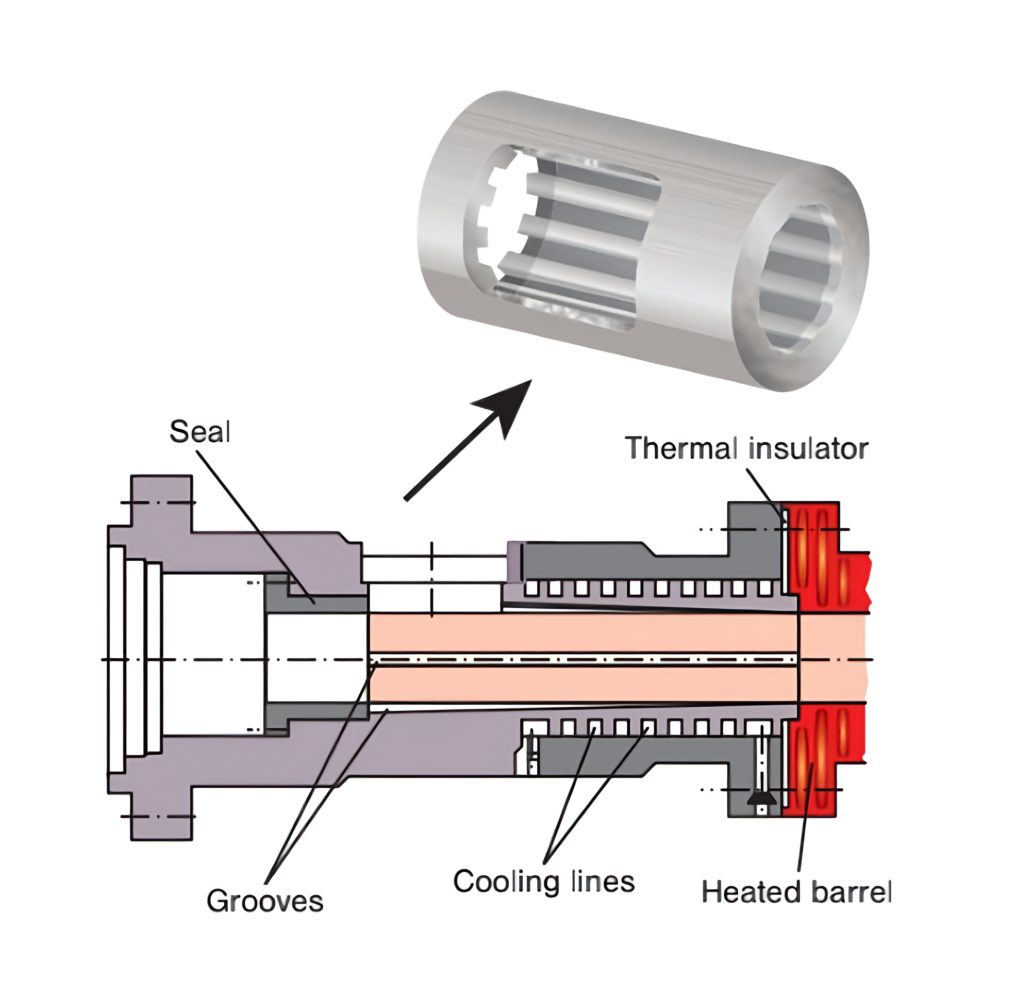
اکسترودرهای سیلندر شیاردار نوعی از اکسترودرهای تکمارپیچ هستند که در ناحیه تغذیه، دارای شیارهای طولی در سطح داخلی سیلندر میباشند. این طراحی باعث بهبود انتقال مواد، افزایش فشار و افزایش کارایی ذوب و اختلاط مواد پلیمری میشود.
در اکسترودرهای معمولی، مواد ورودی در تماس با سطح صاف سیلندر قرار میگیرند، اما در این نوع، شیارهای موجود باعث افزایش اصطکاک بین مواد و دیواره سیلندر میشوند.
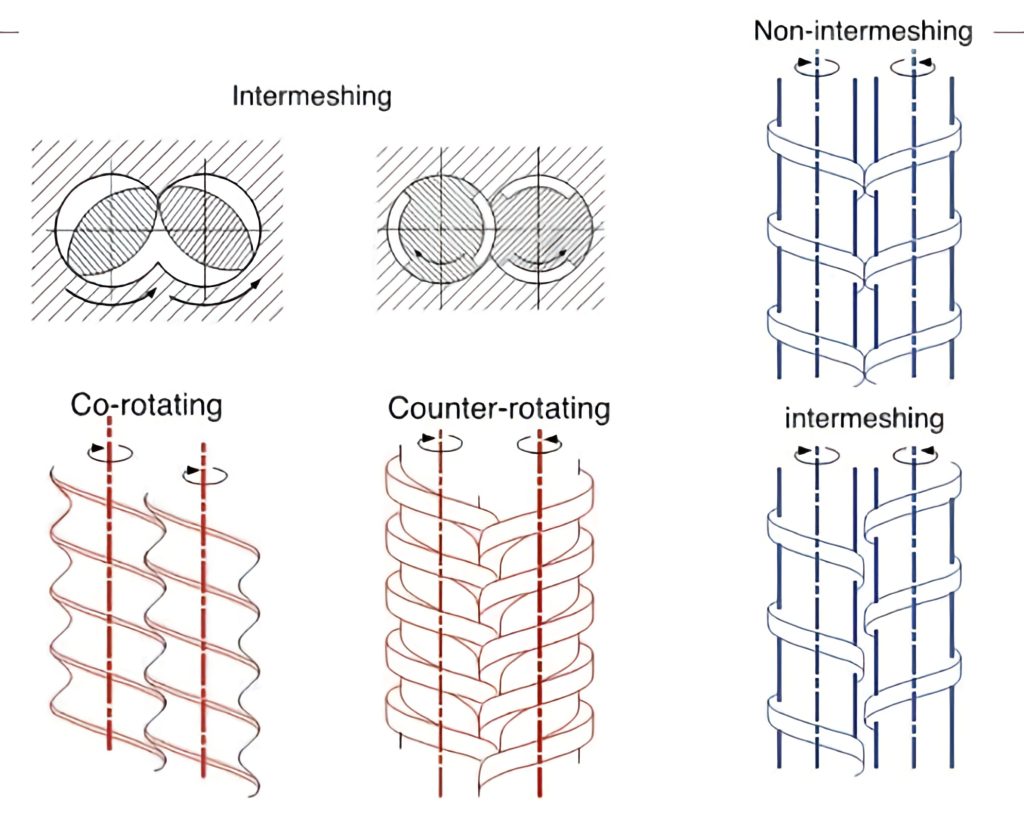
اکسترودرهای پشتسرهم (Tandem یا Cascade Extruders) نوعی سیستم اکستروژن است که از دو اکسترودر متوالی استفاده میکند تا فرآیند پردازش مواد را بهبود ببخشد. این طراحی معمولاً برای اکستروژن PVC، فومهای پلیمری، بازیافت پلاستیک و تولید محصولات چندلایه به کار میرود در این دستگاه اکسترودر اول عمدتاً برای ذوب و اختلاط، و اکسترودر دوم برای شکلدهی و یکنواختسازی مذاب استفاده میشود.
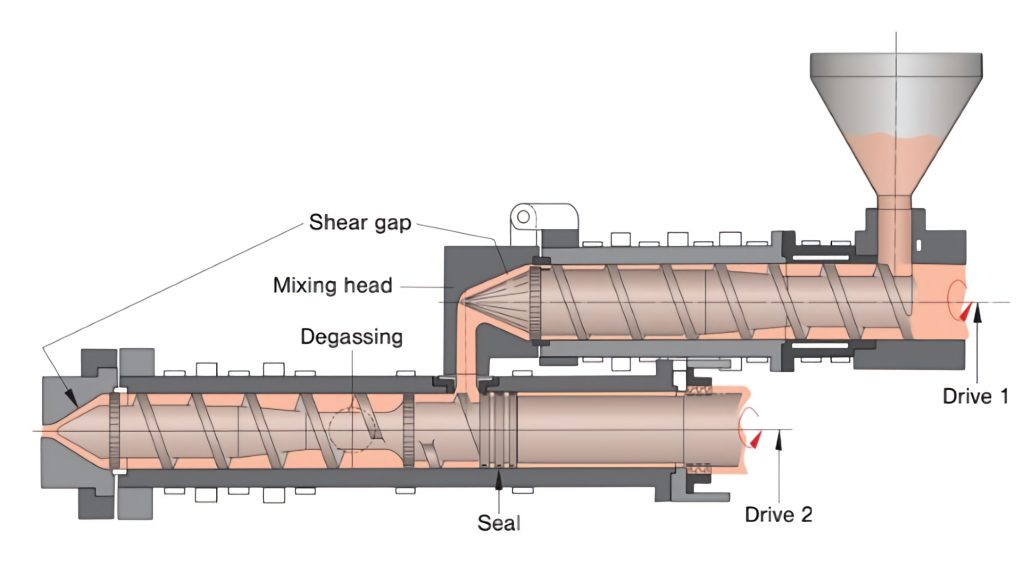
ترکیبی از پلیمر، افزودنیها، تقویتکنندهها و رنگدانهها از طریق هاپر تغذیه میشود دو مارپیچ چرخان مواد را به جلو میرانند و به دلیل حرکت همزمان اختلاط شدیدی ایجاد میشود، مواد تحت گرما و فشار فشرده و ذوب شده و در حین عبور از طول مارپیچ، بهخوبی ترکیب میشوند سپس مواد از قالب عبور کرده و به شکل نهایی درمیآیند درنهایت قطعه خروجی در آب یا هوا خنک شده و به طول موردنظر برش داده میشود.
ساختاراین دستگاه شامل دو مارپیچ موازی یا مخروطی است که میتوانند همجهت (co-rotating) یا خلافجهت (counter-rotating) بچرخند:
مزایا :
معایب:
کاربرد: تولید گرانول، مستربچ، لوله و پروفیلهای کامپوزیتی
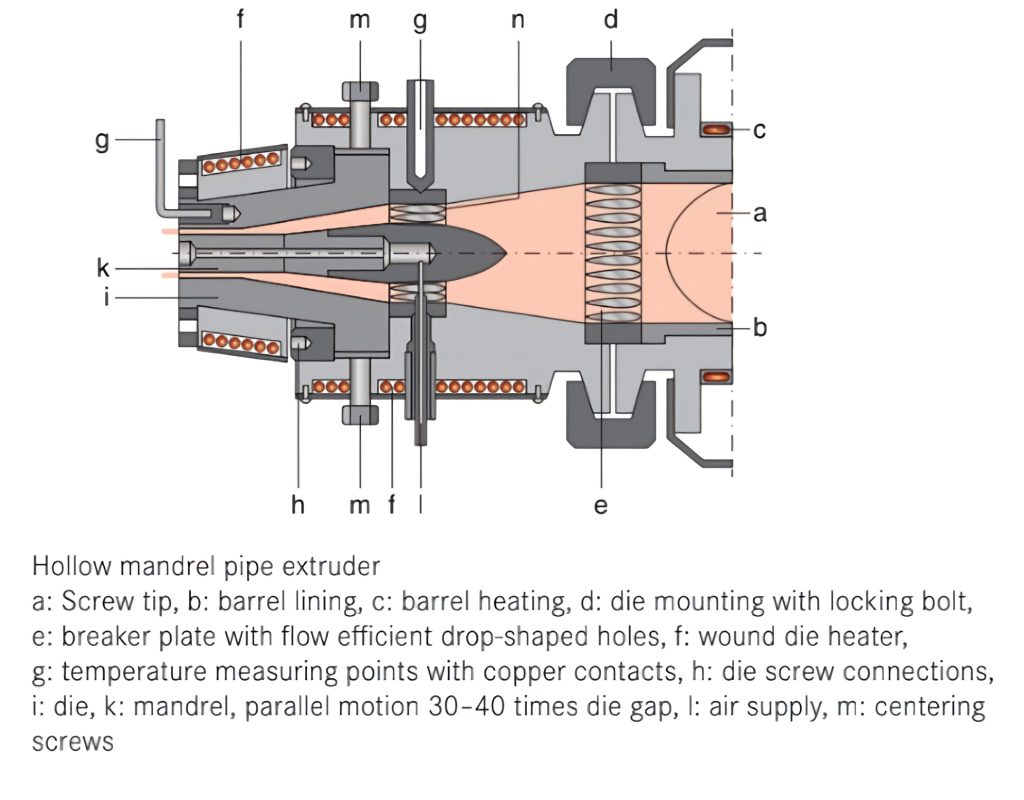
قالبهای اکستروژن بخش کلیدی فرآیند اکستروژن هستند که به پلاستیک مذاب شکل نهایی میدهند،در این بخش به انواع رایجی ازآنها اشاره میکنیم :
لولهها و پروفیلهای توخالی و استوانه ای متقارن از طریق اکستروژن با قالب حلقوی (Annular Die) تولید میشوند،این فرآیند در صنایع مختلف از جمله ساختمان و انتقال سیالات (تولید لوله) کاربرد دارد.
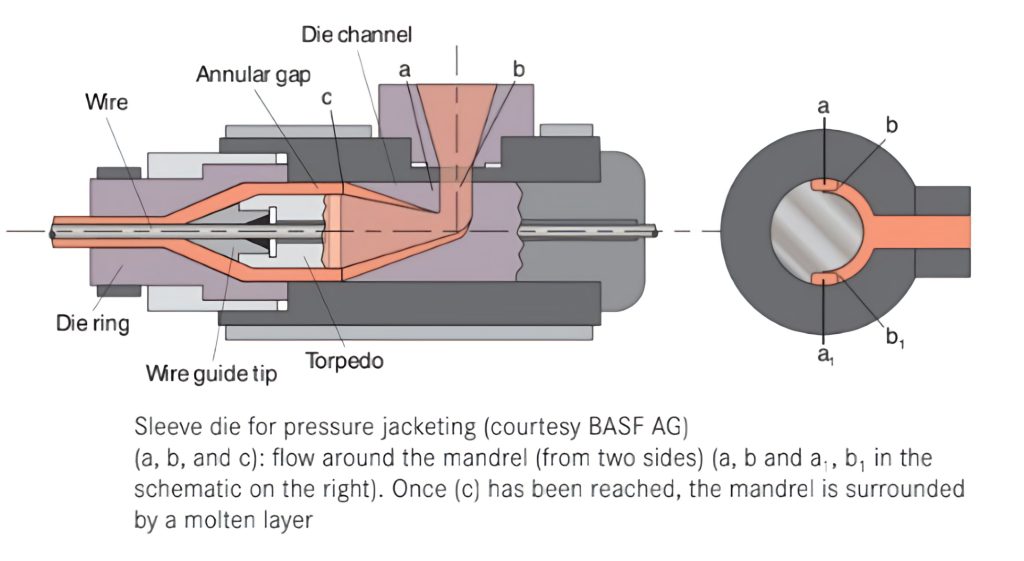
روکشدهی (Sheathing) یکی از فرآیندهای مهم در اکستروژن است که در آن یک لایه پلاستیک مذاب روی یک جسم جامد مانند سیم، کابل، لوله فلزی یا فیبر نوری پوشانده میشود. این روش در صنایع برق، مخابرات، خودروسازی و ساختمان برای محافظت در برابر رطوبت، حرارت، مواد شیمیایی و ضربه کاربرد دارد.
روکش دهی به دلایل زیر انجام می شود:
کابلهای برق (Electrical Cables): برای عایقبندی و جلوگیری از اتصال کوتاه (PVC، XLPE، PE)
کابلهای فیبر نوری: محافظت در برابر آب، گردوغبار و اشعه UV (HDPE، PVDF)
سیمهای خودرو: مقاوم در برابر حرارت، روغن و مواد شیمیایی (TPE، TPU)
ورقها (Sheets) و فیلمهای تخت (Flat Films) محصولات نازکی از جنس پلاستیک هستند که از طریق اکستروژن تولید میشوند. این محصولات در صنایع بستهبندی، خودرو، ساختمان، پزشکی، الکترونیک و چاپ کاربرد دارند به عنوان مثال :
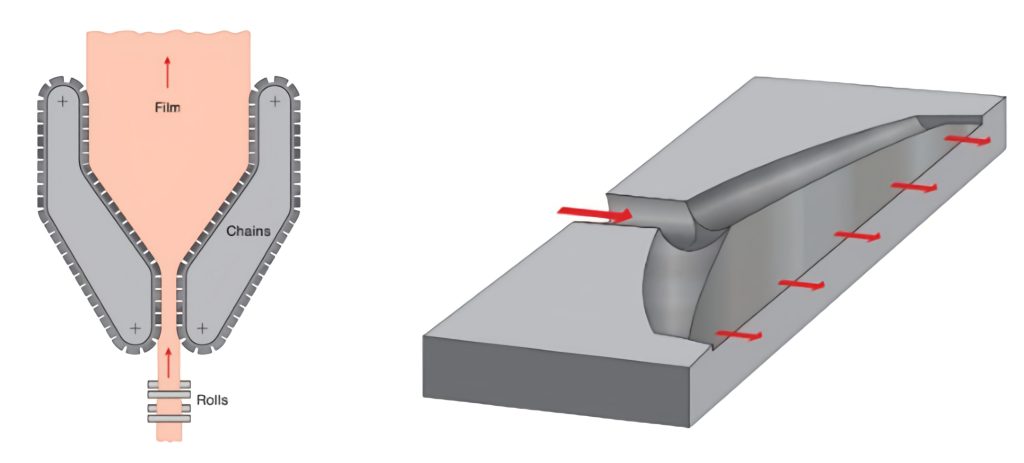
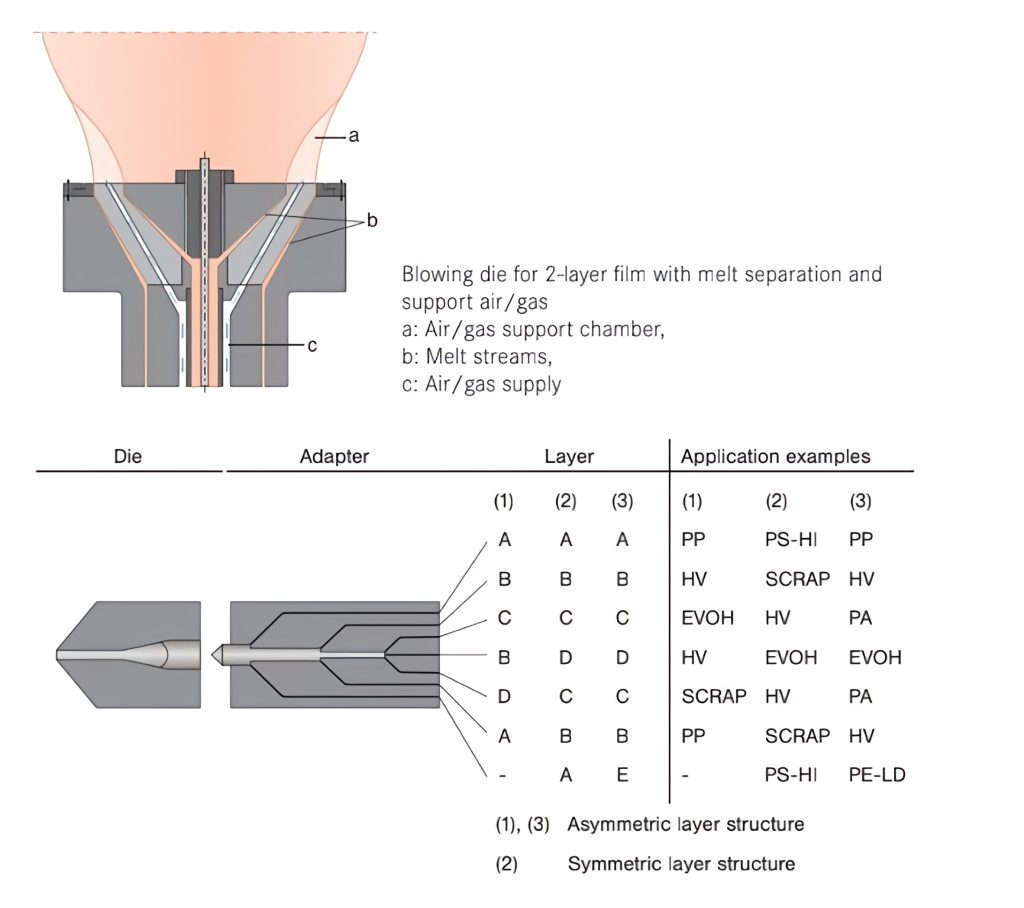
اکستروژن چندلایه یکی از فناوریهای پیشرفته در تولید پلاستیک است که امکان ترکیب چندین لایه از مواد مختلف را در یک محصول فراهم میکند. این روش برای تولید محصولات با خواص بهینه، مقاومت مکانیکی، مانع گازی، و کاهش هزینه مواد اولیه بسیار مفید است.
انواع محصولات اکسترود شده چندلایه و کاربردهای آنها :
نکاتی که در فرایند تولید محصولات چندلای باید به آنها توجه کرد و چگونگی رفع این چالش ها:
مزایا:
1) تولید مداوم و راندمان بالا: فرآیند پیوسته که امکان تولید حجم بالای محصول در زمان کوتاه را فراهم میکند که مناسب برای تولید انبوه با هزینه کمترمی باشد.
2) امکان تولید اشکال متنوع با طول نامحدود: مناسب برای محصولات با مقطع ثابت و طول زیاد مانند لولهها، پروفیلها و فیلمهای پلاستیکی.
3) کنترل دقیق بر کیفیت محصول: دما، فشار و سرعت خروج مواد بهصورت اتوماتیک و دقیق تنظیم میشود که باعث تضمین یکنواختی ضخامت و استحکام مکانیکی محصول می شود.
4) تطبیق پذیری بالا با مواد مختلف: قابل استفاده برای پلیمرهای ترموپلاستیک مانند پلی اتیلن (PE)،پلی پروپیلن (PP)،PVC، ABS وPC
معایب :
1) محدودیت در تولید اشکال پیچیده: فقط برای مقاطع ثابت و پیوسته مناسب است وامکان تولید قطعات با جزئیات پیچیده یا ابعاد سهبعدی متفاوت وجود ندارد.
2) حساسیت به تغییرات دما و سرعت تولید: نوسانات دمایی یا تغییرات سرعت اکسترودر ممکن است باعث ایجاد عیوب سطحی یا نوسان در ضخامت محصول شود.
3) نیاز به دقت بالا در طراحی قالب (Die) :طراحی و ساخت قالبهای اکستروژن هزینهبر و نیازمند مهندسی دقیق است بدین صورت که عدم تنظیم صحیح قالب میتواند منجر به تاببرداشتن، ناهمواری سطح و کاهش کیفیت محصول شود.
4) کنترل دشوار در حبابهای هوا در اکستروژن دمشی: در تولید فیلمهای پلاستیکی، ورود حبابهای هوا به مذاب ممکن است کیفیت فیلم را کاهش دهد.
5) مشکلات خنککاری در برخی محصولات ضخیمتر: محصولات با ضخامت زیاد نیاز به زمان خنککاری طولانیتر دارند که زمان تولید را افزایش میدهد.
1) صنعت بستهبندی

2) صنعت ساختمان و عمران

3) صنعت خودرو

4) صنعت الکترونیک و کابلسازی

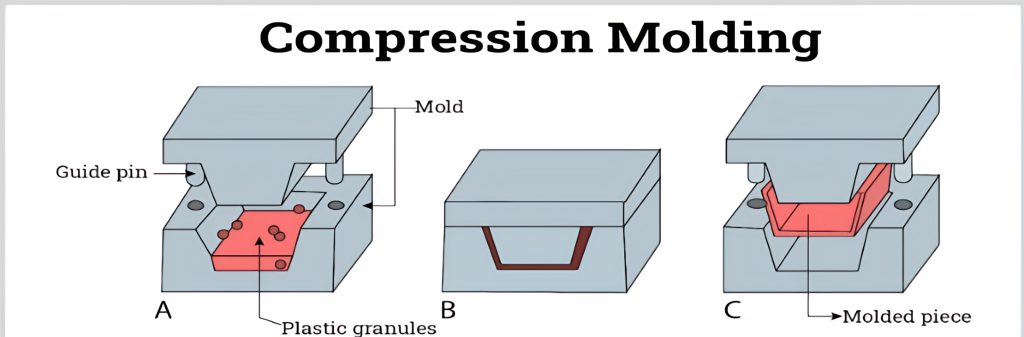
قالبگیری فشاری (Compression Molding) یکی از روشهای متداول در تولید قطعات پلاستیکی و کامپوزیتی است که در آن مواد ترموست یا ترموپلاستیک درون یک قالب گرمشده قرار گرفته و تحت فشار بالا به شکل نهایی درمیآید. این روش به دلیل توانایی تولید قطعات با استحکام بالا، دقت ابعادی مناسب و کاهش میزان ضایعات، در بسیاری از صنایع مورد استفاده قرار میگیرد.

مزایا:
1) کاهش هزینه تولید: هزینه قالبها 20-50% کمتر از قالبهای تزریق پلاستیک می باشد و مصرف انرژی تا 30% کمتر، نسبت به روش تزریق پلاستیک.
2) حداقل ضایعات مواد: ضایعات تولیدی معمولاً کمتر از 5% است، در حالی که در روشهای دیگر ممکن است به 15-20% برسد.
3) استحکام بالاتر قطعات: مقاومت مکانیکی قطعات تولیدی تا 25% بیشتر از روشهای تزریق پلاستیک.
4) انعطاف در استفاده از مواد اولیه: قابلیت استفاده از ترموستها و ترموپلاستیکها و امکان استفاده از مواد تقویتشده مانند کامپوزیتها که تا 40% استحکام بیشتری دارند.
5) تولید قطعات بزرگتر: قابلیت تولید قطعاتی با ابعاد تا 2 متر طول و 1 متر عرض در برخی صنایع.
معایب:
1) زمان تولید طولانیتر: زمان چرخه تولید بین 1 تا 5 دقیقه در مقایسه با 10 تا 60 ثانیه در قالبگیری تزریقی.
2) محدودیت در دقت ابعادی: تلرانس ابعادی در این روش معمولاً ±0.2 تا ±0.5 میلیمتر است، در حالی که در تزریق پلاستیک ±0.02 تا ±0.1 میلیمتر است.
3) نیاز به فشار بالا: فشار مورد نیاز برای شکلدهی در این روش معمولاً 500 تا 2000 تن است، که نیاز به تجهیزات سنگین دارد.
4) عدم امکان تولید جزئیات ریز: برای قطعاتی با ضخامت کمتر از 1 میلیمتر یا جزئیات بسیار ظریف، دقت کافی ندارد.
5) نیاز به نیروی کار بیشتر: در مقایسه با تزریق پلاستیک، به 20-30% نیروی انسانی بیشتر برای بارگذاری و تخلیه نیاز دارد.
این روش به دلیل استحکام بالا، کاهش ضایعات و قابلیت استفاده از مواد مختلف، در صنایع گوناگون کاربرد دارد. در ادامه، چند مورد از مهمترین کاربردها آورده شده است:

2) صنعت برق و الکترونیک

3) صنعت هوافضا و حملونقل
4) صنعت تجهیزات پزشکی

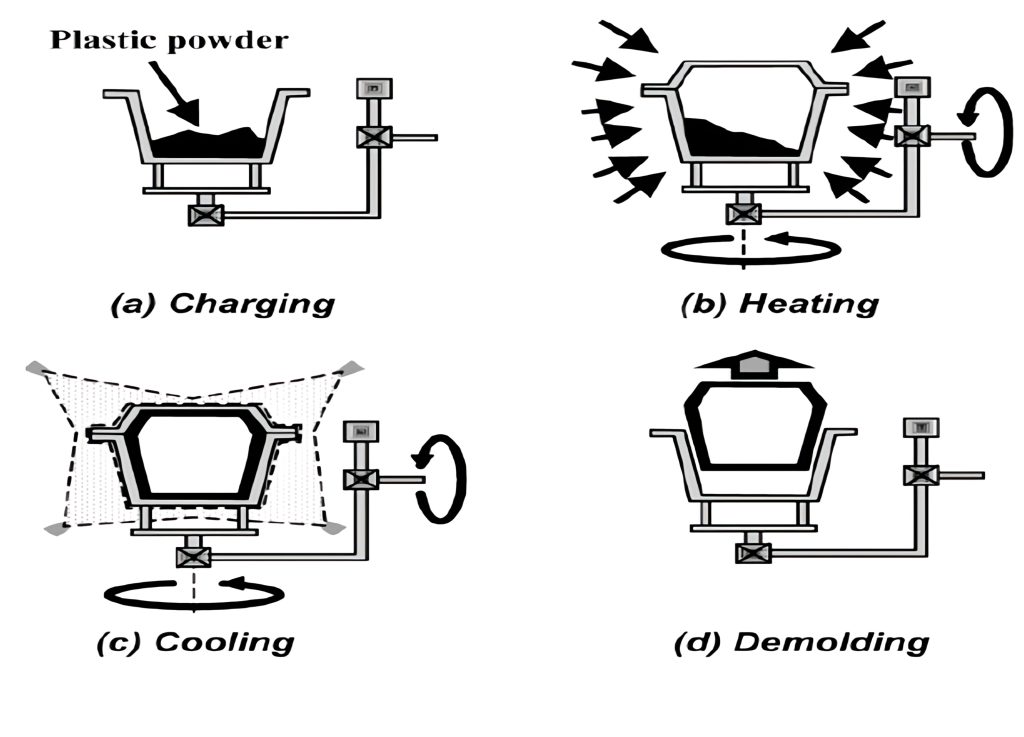
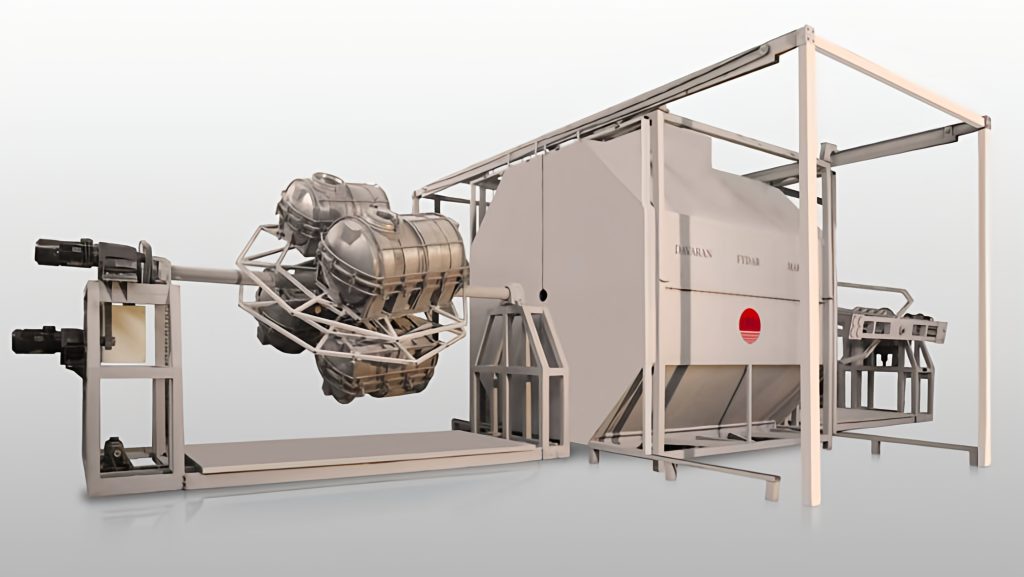
یک فرآیند تولید پلاستیک است که برای ساخت قطعات توخالی از مواد پلیمری استفاده میشود. این فرآیند عمدتاً برای تولید قطعات بزرگ با ضخامت یکنواخت و شکلهای پیچیده کاربرد دارد. قالبگیری دورانی به ویژه برای ساخت قطعاتی مانند تانکها، ظروف ذخیرهسازی، و قطعات بزرگ خودرو یا تجهیزات صنعتی مورد استفاده قرار میگیرد.
1) مواد اولیه: در این فرآیند، پودر پلاستیک (مثل پلیاتیلن، پلیپروپیلن، PVC و…) به درون قالب وارد میشود. این پودر معمولاً به شکل ذرات ریز است که پس از ذوب شدن در فرآیند چرخش، به صورت یکنواخت در سطح داخلی قالب پخش میشود.
2) حرکت قالب: قالب در دو یا سه محور چرخانده میشود. قالب ابتدا با ماده پلیمری (پودر یا گرانول) پر میشود، سپس به یک کوره گرم منتقل میشود. در این کوره، قالب شروع به چرخش میکند و با حرارت دادن، مواد پلیمری ذوب میشوند و به دیوارههای داخلی قالب میچسبند.
3) کاهش دما: پس از اینکه مواد به طور یکنواخت به دیوارههای قالب چسبیدند، قالب از کوره خارج شده و به یک بخش خنککننده منتقل میشود تا مواد سریعاً سرد شوند و شکل نهایی را بگیرند. فرآیند خنکسازی معمولاً به تدریج انجام میشود تا از ترکخوردگی و تغییر شکل جلوگیری شود.
4) خروج قطعه نهایی: پس از خنک شدن، قالب باز میشود و قطعه نهایی از آن خارج میشود. این قطعه معمولاً توخالی است و ممکن است نیاز به پردازش اضافی مانند برش یا سوراخکاری داشته باشد.
مزایا:
معایب قالبگیری دورانی

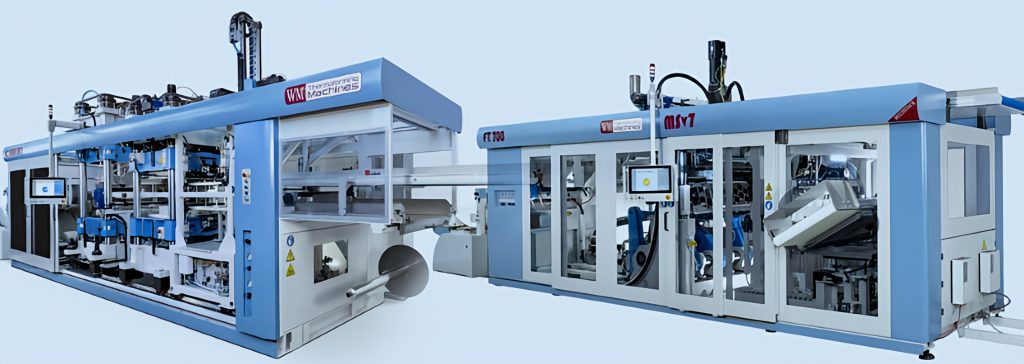
ترموفرمینگ یکی از روشهای پرکاربرد در شکلدهی پلاستیک است که در صنایع مختلف، از بستهبندی مواد غذایی گرفته تا تولید قطعات صنعتی و خودروسازی، مورد استفاده قرار میگیرد. این روش با گرمکردن ورقهای پلاستیکی و تغییر شکل آنها درون قالب، امکان تولید قطعات با اشکال متنوع را فراهم میکند،در فرایند ترموفرمینگ، ورق پلاستیکی تا دمای نرمشدن گرم میشود و سپس با اعمال فشار یا خلأ درون یک قالب شکل میگیرد. پس از سرد شدن و تثبیت شکل، قطعه از قالب خارج شده و در صورت نیاز، برش و پرداخت نهایی روی آن انجام میشود.
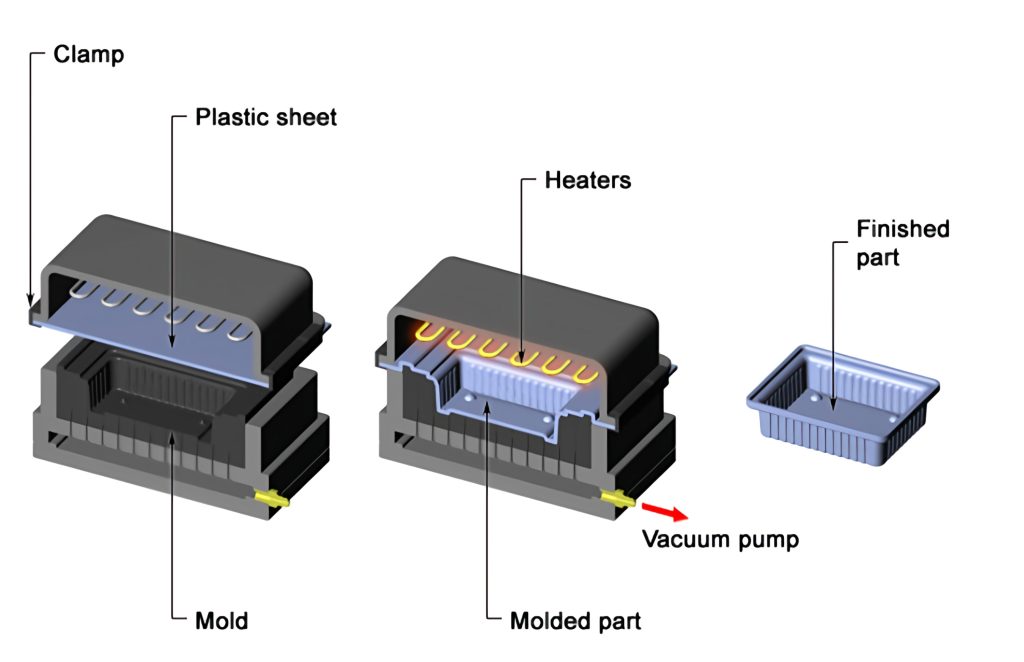
شکل زیر تصویری از یک دستگاه ترموفرمینگ را نمایش میدهد:
مزایای ترموفرمینگ:
معایب ترموفرمینگ:
بستهبندی مواد غذایی: تولید ظروف یکبارمصرف، بستهبندیهای شفاف و مقاوم برای محصولات غذایی.
صنعت پزشکی: ساخت بستهبندیهای استریل برای تجهیزات پزشکی و دارویی.
صنعت خودروسازی: تولید قطعات داخلی خودرو مانند پنلها و داشبوردها.
لوازم خانگی: ساخت قطعاتی مانند درب یخچال و محفظههای جاروبرقی.
صنعت کشاورزی: تولید قطعات پلاستیکی برای ماشینآلات کشاورزی.
بستهبندی دارویی: ساخت بستهبندیهای حبابدار برای قرصها و کپسولها.
1) Plastics Handbook

1) Plastics Handbook
The Resource for Plastics Engineers
2) Modern Plastics Handbook
لورم ایپسوم متن ساختگی با تولید سادگی نامفهوم از صنعت چاپ، و با استفاده از طراحان گرافیک است، چاپگرها و متون بلکه روزنامه و مجله در ستون و سطرآنچنان که لازم است، و برای شرایط فعلی تکنولوژی مورد نیاز، و کاربردهای متنوع با هدف بهبود ابزارهای کاربردی می باشد،